- Обзор токарного станка 1м95
- Описание
- Технические показатели
- Система управления и строение
- 1М95 станок токарно-винторезный комбинированный Схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка 1М95
- Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
- 1М95 станок токарно-винторезный комбинированный. Назначение и область применения
- Особенности конструкции и принцип работы станка
- Габариты рабочего пространства станка 1М95. Суппорт
- Посадочные и присоединительные базы станка 1М95. Шпиндель
- Общий вид универсального токарно-винторезного станка 1М95
- Расположение органов управления токарно-винторезным станком 1М95
- Перечень органов управления токарно-винторезного станка 1М95
- Стол сверлильного агрегата
- Коробка подач
- Коробка скоростей
- Сверлильный агрегат
- Фартук и суппорт-стол
- Задняя бабка
- Электрооборудование станка
- Кинематическая схема токарно-винторезного станка 1М95
- Описание комбинированного токарно-винторезного станка 1М95
- Охлаждение
- Патроны
- Люнеты
- Смазка станка 1М95
- Электрическая схема токарно-винторезного станка 1М95
- Электрооборудование. Параметры электрических цепей токарно-винторезного станка 1М95
- Описание электросхемы токарно-винторезного станка 1М95
- Защита
- Перечень элементов
- Настройка токарного станка 1М95
- Натяжение ремня сверлильного агрегата станка 1М95
- Настройка на сверление сверлильного агрегата станка 1М95
- Настройка на горизонтальное фрезерование станка 1М95
- Настройка на вертикальное фрезерование станка 1М95
- Настройка на долбление станка 1М95
- 1М95 Станок токарно-винторезный комбинированный. Видеоролик.
Обзор токарного станка 1м95
Комбинированный токарный станок 1м95 стоял на производстве с 1966 по 1977 года на Алма-Атинском станкостроительном заводе. В 1977 году завод отказался от выпуска данных устройств, заменив их на более перспективную разработку – станок 1д95. Конструкторы считали, что данное устройство лучше всего подойдет для небольших передвижных или стационарных мастерских.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
Технические показатели
Станок имеет хорошие габаритные характеристики. Его высота – 1,67 м, ширина – 1,25 м, длина – 2, 75 м. Общий вес устройства в базовой комплектации – 2170 кг.

Другие ключевые показатели токарного станка 1м95:
- Максимальный диаметр заготовки над станиной – 50 см.
- Максимальная масса заготовки в патроне и центрах – 100 кг.
- Максимальная длина обрабатываемой детали – 1 кг.
- Диапазон скоростей шпинделя – от 28 до 1250 оборотов в минуту.
- Диаметр сквозного отверстия в шпинделе – 3,5 см.
Более детальные характеристики станка можно посмотреть в приведенных ниже таблицах:


Система управления и строение
Детального описания требуют ключевые узлы устройства.
Станина с двумя направляющими– для передвижения каретки и для передвижения задней бабки. В одной из тумб, на которых крепится станина, находится главный электродвигатель станка.
Коробка подачи. Благодаря установленным в ней механизмам, оператор станка имеет возможность изготовлять четыре типа резьбы. Система коробки подач приводится в действие коробкой скоростей. Необходимые подачи активируются при помощи ручек управления, которые находятся на данном узле.
Суппорт. Конструкция данного узла позволяет ему осуществлять продольные и поперечные движения. В первом случае суппорт двигается по станине, а во втором – по каретке. Приводит в действие данный механизм можно вручную или при помощи механического привода. Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях.
Фартук. На данном узле установлены две муфты, при помощи которых оператор приводит в движение суппорт. Конструкция муфт позволяет в автоматическом режиме прерывать подачу, если рабочие узлы станка перегружены. Недостатком установки можно назвать отсутствие у фартука функции автоматического передвижения суппорта. Зато на нем предусмотрена блокировка от одновременной активации ходового винта и ходового валика.
Коробка скоростей. Данный узел оператор может перемещать в вертикальном направлении по специальной стойке. Коробка передач приводится в движение электромотором при помощи клиноременных передач. При прямом и обратном вращении двигателя у шпинделя будет шесть скоростных режимов.
Узел для сверления имеет отдельный привод и может работать автономно от токарно-фрезерного узла, а его скорость регулируется при помощи специального шкива. Также устройство имеет 2 люнета и 2 патрона.
Видео: краткий обзор универсального токарного станка 1М95.
Источник
1М95 станок токарно-винторезный комбинированный
Схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 1М95
Разработчик и изготовитель токарно-винторезного станка 1М95 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом «20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
1М95 станок токарно-винторезный комбинированный. Назначение и область применения
Универсальный комбинированный токарно-винторезный станок 1М95 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских.
Токарный станок модели 1м95 производился с 1966 года, снят с производства в 1977 году и заменен более совершенной моделью 1Д95.
Особенности конструкции и принцип работы станка
Станок состоит из 2-х основных агрегатов:
каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы. Заточное приспособление рекомендуется устанавливать отдельно от станка.
Станок сертифицирован на соответствие требованиям безопасности.
Исполнение и категория размещения станков в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69 (Для эксплуатации во всех климатических районах стран ближнего зарубежья в закрытых отапливаемых (охлаждаемых) и вентилируемых производственных помещениях).
Класс точности станков — Н по ГОСТ 8—82Е.
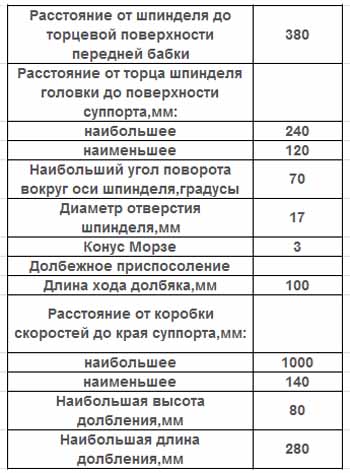
Габариты рабочего пространства станка 1М95. Суппорт

Габариты рабочего пространства токарного станка 1м95
Посадочные и присоединительные базы станка 1М95. Шпиндель

Посадочные и присоединительные базы токарного станка 1м95
Общий вид универсального токарно-винторезного станка 1М95

Фото токарно-винторезного станка 1м95
Расположение органов управления токарно-винторезным станком 1М95

Расположение органов управления токарно-винторезным станком 1м95
Перечень органов управления токарно-винторезного станка 1М95
Стол сверлильного агрегата
- Гайка для крепления кронштейна сверлильного стола
- Червяк для вертикального перемещения сверлильного стола
- Рукоятка для закрепления сверлильного стола
Коробка подач
- Рукоятка для включения ходового валика или винта
- Накидная рукоятка конуса шестерен
- Рукоятка механизма подач
- Рукоятка механизма подач
- Рукоятка переключения
Коробка скоростей
- Валик для вертикального перемещения коробки скоростей
- Винт для крепления коробки скоростей
- Рукоятки для установки числа оборотов шпинделя токарно-фрезерного агрегата или числа двойных ходов ползуна долбежного приспособления
- Рукоятки для установки числа оборотов шпинделя токарно-фрезерного агрегата или числа двойных ходов ползуна долбежного приспособления
- Рукоятка переключения трензеля
- Рукоятка переключения фрикционной муфты коробки скоростей
- Винты для крепления коробки скоростей на стойке
Сверлильный агрегат
- Маховичок ручного замедленного перемещения шпинделя сверлильного агрегата
- Винт для регулирования натяжения ремня
- Рукоятка для переключения скоростей вращения шпинделя
- Рукоятка для включения сверлильного агрегата и реверсирования электродвигателя
- Рукоятки для ускоренной подачи шпинделя вручную
- Рукоятка для переключения с ускоренной на замедленную подачу шпинделя и наоборот
- Рукоятка для крепления электролампы
- Рукоятка крана системы охлаждения сверлильного агрегата
Фартук и суппорт-стол
- Маховичок для перемещения суппорт-стола вручную
- Рукоятка включения для автоматического продольного перемещения суппорт-стола
- Рукоятка крана системы-охлаждения
- Рукоятка для поперечной подачи суппорт-стола вручную
- Рукоятка для крепления резцедержателя
- Рукоятка для автоматической поперечной подачи суппорт-стола
- Рукоятка для реверса продольных и поперечных подач суппорта
- Рукоятка для перемещения верхней части суппорта вручную
- Рукоятка для включения гайки ходового винта
Задняя бабка
- Винт для вертикального перемещения каретки задней бабки
- Рукоятка для крепления пиноли
- Винт для крепления каретки задней бабки
- Маховичок для перемещения пиноли задней бабки
Электрооборудование станка
- Вводный выключатель
- Штепсельная розетка для заточного приспособления
- Выключатель насоса охлаждения
- Выключатель освещения
- Кнопочный пост пуска и остановки главного привода
- Рукоятка для реверсирования электродвигателя главного привода
- Выключатель заточного приспособления
Кинематическая схема токарно-винторезного станка 1М95

Кинематическая схема токарно-винторезного станка 1м95
Описание комбинированного токарно-винторезного станка 1М95
Комбинированный станок с переменной высотой центров от 235 до 355 мм выполняется с расстоянием между центрами 1000 мм.
Станина станка коробчатой формы с поперечными ребрами имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя — перемещения задней бабки.
Станина устанавливается на две пустотелые тумбы. В левой тумбе смонтирован электродвигатель главного движения.
Коробка скоростей крепится и может передвигаться по вертикальным направляющим стойки, прикрепленной к левой головной части станины. Движение коробки скоростей передается от индивидуального электромотора, помещенного в левой тумбе станка, через клиноременную передачу.
Внутри коробки движение идет через валик фрикциона и шестеренный механизм к шпинделю и цепи подач. Переключением соответствующих рукояток коробки скоростей предоставляется возможность получить 6 различных скоростей вращения шпинделя при прямом вращении электродвигателя и 6 скоростей при обратном вращении.
Все шестерни выполнены из углеродистой стали с соответствующей термообработкой. Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
Коробка подачи получает движение от коробки скоростей через сменные шестерни приклона. Механизм коробки подач дает возможность получить необходимые подачи и следующие виды резьб:
Получение необходимых подач и резьб достигается переключением соответствующих рукояток коробки подач согласно таблицы, укрепленной на щитке коробки подач. Фартук снабжен 2-мя фрикционными муфтами, позволяющими осуществлять ход суппорта в продольном и поперечном направлениях. Фрикционные муфты дают возможность автоматически отключать подачу при перегрузках. Управление перемещением каретки и нижней части суппорта осуществляется рукоятками 25—29 (см. схему управления фиг. 3).
Механизма быстрого автоматического перемещения суппорта фартук не имеет. Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
На оси XXIX смонтирован лимб продольной подачи с ценой деления 1 мм.
Суппорт, благодаря крестовой конструкции, имеет возможность перемещаться в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Оба эти перемещения могут быть осуществлены как от механического привода с реверсом, так и от руки. Кроме того верхняя часть суппорта, несущая на себе 4-х гранную резцовую головку имеет независимое ручное продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 45° в ту и другую сторону. Задняя бабка крепится к задней стойке, по которой она может перемещаться в вертикальной плоскости. Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
При точении конуса корпус задней бабки перемещается в поперечном направлении.
Сверлильный агрегат установлен на стойке передней бабки, имеет отдельный привод и может работать независимо от токарно-фрезерного агрегата.
Для получения необходимого числа оборотов сверла нужно установить клиновой ремень на соответствующую ступень шкива, согласно таблицы и рукоятку 18 (фиг. 3) переместить в нужное положение.
Охлаждение
Подача охлаждающей жидкости из эмульсионного бака, расположенного под корытом к месту резания осуществляется электронасосом, производительностью 22 л в минуту.
Патроны
Станок снабжен 3-х кулачковым самоцентрирующим патроном диаметром 250 мм; 4-х кулачковым патроном и поводковой планшайбой. Патроны, посредством фланцев, и поводковая планшайба навертываются на резьбу шпинделя до упора.
Люнеты
К станку прилагаются два люнета: подвижный и неподвижный.
Смазка станка 1М95
Места смазки или заливки мест маслом, нормы и периоды смазки, наименование смазочных масел указаны в схемах мест смазки (фиг. 6 и 7).
Смазка механизма передней бабки осуществляется за счет масляной ванны. Разбрызгиванием масло попадает в лоток, откуда происходит смазка переднего подшипника. Кроме того, задний подшипник шпинделя получает дополнительную смазку, заливкой через специальную пробку. Смазка механизма коробки подач осуществляется за счет масляной ванны. Смазка механизма фартука, направляющих каретки и суппорта осуществляется централизованным путем от плунжерного насоса, установленного в фартуке.
Все остальные места, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
Перед пуском станка наполняются резервуары передней бабки, сверлильного агрегата, коробки подач, фартука до рисок «Уровень масла» и масленки маслом «Индустриальное 20».
В период эксплуатации станка необходимо следить за работой масляного насоса и за наличием смазочного материала в резервуарах через маслоуказатель.
Электрическая схема токарно-винторезного станка 1М95

Электрическая схема токарно-винторезного станка 1м95
Электрооборудование. Параметры электрических цепей токарно-винторезного станка 1М95
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь местного освещения: напряжение — 36 В, ток — переменный
Описание электросхемы токарно-винторезного станка 1М95
Перед началом работы на станке необходимо его электрическую часть подключить к электросети посредством пакетного выключателя «ВП-1», который производит общее включение станка.
Нажатием на кнопку «ПУСК» замыкается цепь катушки магнитного пускателя, силовые контакты которого подают напряжение на пусковую аппаратуру электродвигателей, а блок-контакт блокирует пусковую кнопку, что исключает дальнейшее нажатие кнопки «ПУСК».
Снятие напряжения от всех электродвигателей производится нажатием на кнопку «СТОП».
Выбор направления вращения электродвигателя «1Д» производится при помощи барабанного переключателя «1БП», а включение и отключение — кнопками «ПУСК» и «СТОП».
Включение, отключение и выбор направления вращения электродвигателя «2Д» осуществляется барабанным переключателем «2БП».
Электродвигатель «ЗД» включается и отключается пакетным выключателем «ВП-2». Напряжение к пакетному выключателю «ВП-2» подается при помощи гибкого шланга через 3-х полюсную розетку «РШ».
Электродвигатель «4Д» включается пакетным выключателем «ВП-3».
Включение местного освещения осуществляется пакетным выключателем «ВП-4».
Общее отключение станка от сети осуществляется переводом рукоятки пакетного выключателя «ВП-1» в положение «ОТКЛЮЧЕНО».
Защита
- Защита от токов коротких замыканий производится предохранителями
- Защита электродвигателей от перегрузок осуществляется тепловыми реле
- Нулевая защита электродвигателя осуществлена катушками пускателей, которые при понижении напряжения до 85%, от номинального автоматически отключают электродвигатели
Перечень элементов
На станке 1М95 установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
- 1Д электродвигатель привода токарно-фрезерного агрегата А02-41-4, 4,0 кВт, 1450 об/мин, 220/380 В
- 2Д электродвигатель привода сверлильного агрегата А02-21-4, 1,1 кВт, 1400 об/мин, 220/380 В
- 3Д электродвигатель заточного приспособления АОЛ2-11-2, 0,8 кВт, 2800 об/мин, 220/380 В
- 4Д электродвигатель насоса охлаждения ПА-22, 0,125 кВт, 2800 об/мин, 220/380 В
- 1БП, 2БП Барабанный переключатель БП1-432 — 2 шт. Подлежит замене на новую серию
- КУ Кнопки управления КУ-1 — 2 шт
- ВП-1 Вводный выключатель ВП 3×25 — 1 шт. Подлежит замене на новую серию
- ВП-2 Выключатель заточного приспособления ВП 3х10 — 1 шт
- ВП-3 Выключатель охлаждения ВП 3×10 — 1 шт
- ВП-4 Выключатель освещения ВП 3х10 — 1 шт
- К Магнитный пускатель ПМИ-211 — 1 шт
- К-1 Кронштейн местного освещения К-1 — 1 шт
- РШ Штепсельная розетка РШ 2823 — 1 шт
- ЛО Лампа местного освещения на 36 Вольт МО-14 — 1 шт
- ТП Трансформатор понижающий ТПБ-50 — 1 шт. Подлежит замене на ТБС-2
- ПР Предохранитель ПР-60 1 шт
- РТ-1 Тепловое реле ТРН-10 Iн=8А — 1 шт
- РТ-2 Тепловое реле ТРН-10 Iн=3,2А — 1 шт
- РТ-3 Тепловое реле ТРН-10 Iн=2А — 1 шт
- КН-1 Клеммный набор КН 1010 — 1 шт
- КН-2 Клеммный набор КН 1015 — 1 шт
Настройка токарного станка 1М95
Натяжение ремня сверлильного агрегата станка 1М95

Натяжение ремня сверлильного агрегата станка 1м95
Настройка на сверление сверлильного агрегата станка 1М95

Настройка на сверление сверлильного агрегата станка 1м95
Подача сверла производится замедленно или ускоренно, вручную. Замедленная подача осуществляется через червячную пару маховичком 1, при включенной кулачковой муфте 2 (фиг. 17), а ускоренная подача осуществляется рычагами 3 при выключенной муфте 2.
Настройка на горизонтальное фрезерование станка 1М95

Настройка на горизонтальное фрезерование станка 1м95
Настройка на горизонтальное фрезерование производится по фиг. 16.
Для этого устанавливается кронштейн 1.
В конусное отверстие пиноли задней бабки вставляется центр 3, а в конусное отверстие шпинделя вставляется оправка 4, с переходной втулкой 5 и одетой фрезой 6. Оправка крепится шомполом 7 и гайкой 2.
Для предотвращения биения оправки 4 необходимо обеспечить точное совпадение оси отверстия в подвеске 8 с осью шпинделя еще до закрепления подвески 8 на своей направляющей, путем выверки центров контрольной оправкой с индикатором,
Рекомендуется подпирать оправку с фрезой центром задней бабки. При настройке передняя и задняя бабки закрепляются зажимами 10, 15, 35 (фиг. 3), а подвеска 8-винтами 9 на направляющей (фиг. 16).
Нужная глубина фрезерования достигается путем опускания передней и задней бабок.
Настройка на вертикальное фрезерование станка 1М95

Настройка на вертикальное фрезерование станка 1м95
Настройка на вертикальное фрезерование заключается в том, что над закрепленной на суппорт-столе деталью устанавливается к торцу коробки скоростей вертикально-фрезерная головка с фрезой, укрепленной на шпинделе шомполом, (фиг. 15).
В зависимости от высоты фрезеруемой детали коробка скоростей с задней бабкой и вертикально-фрезерной головкой с фрезой поднимаются над столом на нужную высоту и закрепляются на передней и задней стойках с помощью зажимов 15, 35 и отдельным зажимом 10 (фиг. 3).
Установка на необходимую глубину фрезерования производится каждый раз ослаблением зажимов 10, 15, 35 с отводом пиноли задней бабки от вертикально-фрезерной головки, с опусканием на глубину врезания, передней и задней бабок. После чего, подвести пи-ноль задней бабки к вертикально-фрезерной головке, закрепив переднюю и заднюю бабки зажимами 10, 15, 35.
Следует напомнить, что при фрезеровании гитара должна свободно скользить между корпусом и шайбой (см. фиг. 14 литер «С»).
Настройка на долбление станка 1М95

Настройка станка 1м95 на долбление
Настройку на долбление следует производить согласно фигуры 18. При установке долбежного приспособления необходимо следить, чтобы ползун в крайнем положении не ударял о деталь, или резцом о стол станка. Перед долблением закрепить коробку скоростей зажимами 10, 15, 35 (фиг. 3). Пользуясь лимбом продольных перемещений суппорта, подачу осуществляют вручную, на глубину 0,07-— 0,1 мм.
1М95 Станок токарно-винторезный комбинированный. Видеоролик.
Источник