Изучаем токарный станок по металлу: строение механизмов, основные детали, части и узлы
Первый в истории человечества механический токарный станок был изобретен в XVIII веке отечественным умельцем А.К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
Устройство токарного станка
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.

На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
Источник
Токарно-винторезные станки

Токарно-винторезный станок предназначен для обработки цилиндрических, сферических, конусных тел или торцевых плоскостей, не имеющих оси вращения, а также для создания разного рода винтовых поверхностей (резьб).
Также на токарных станках могут выполняться другие работы, которые не связаны с обработкой металлов резанием или созданием резьб. При наличии дополнительного оборудования можно производить гибочные, вальцовочные, шлифовальные, полировальные и многие другие операции.
Конструкция и принцип работы
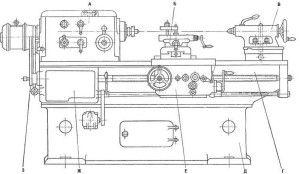
Рассмотрим устройство стандартного токарно-винторезного станка на примере распространенной модели 16К20 (рис. 1).

Рисунок 1. Токарно-винторезный станок 16К20.
Данный токарно-винторезный станок является типовым и идеально подходит для рассмотрения устройства и принципа работы всех станков этой группы.
Основанием, на котором закреплены все узлы станка, является станина (1). Она имеет две тумбы по краям и центральную плиту. На станках небольших размеров плита станины выполняется как одно целое. На крупногабаритных станина составная.
Передняя бабка (9), которую иногда называют шпиндельной бабкой, расположена в передней части токарно-винторезного станка. Задняя бабка (19) расположена с противоположной стороны.
Фартук (30) расположен в центральной части станка. Он предназначен для перемещения суппорта (рис. 2). Двигается фартук по направляющим салазкам (33), расположенным параллельно оси вращения шпинделя.

Рисунок 2. Суппорт токарно-винторезного станка.
На фартуке установлен суппорт продольного перемещения (22), который перемещается на собственных продольных салазках (16). Также суппорт имеет поперечные салазки, на которых он может двигаться перпендикулярно оси вращения детали, закрепленной в патроне.
Коробка подач (4) и передняя бабка с главным приводом соединены механизмом, называемым гитарой шестерен (рис. 3), который закрыты кожухом (8).

Рисунок 3. Гитара шестерен.
Для автоматического нарезания резьб и производства других операций, где необходимо увязать скорость вращения шпинделя со скоростью подачи, служит ходовой винт (32).
Системы электронного управления расположены в электрошкафу (13). Там же имеется предохранительный и релейные блоки, которые служат для управления электроприводами станка, а также призваны отключить станок или полностью его обесточить в аварийном случае.
Экран (14) предназначен для защиты тыльной стороны станка от возможного разлета металлической стружки в процессе работы.
Защитный щиток (15) служит для защиты оператора станка. Без опущенного щитка автоматика не позволит запустить процесс точения.
Это основные узлы токарно-винторезного станка. Теперь рассмотрим более детально устройство каждого из узлов, а также рычаги управления и принцип работы.
На передней части станка, в области коробки скоростей и передней бабки, расположены следующие элементы:
- рычаг блокировки управления подачей (2);
- ручка регулировки подачи и установки требуемого шага нарезаемой резьбы (3,5,6);
- рычаги управления угловой скоростью шпинделя (7,12);
- рукоятка для переключения величины шагов резьб, а также для включения режима нарезки многозаходных резьб (10);
- рычаг реверса нарезаемой резьбы (11);
На задней бабке расположены следующие элементы:
- верхние салазки (17);
- фиксатор пиноли (18);
- фиксатор задней бабки (20);
- рукоятка перемещения задней пиноли (21);
Фартук имеет следующие элементы управления:
- кнопка включения повышенной скорости перемещения суппорта (23);
- кнопка включения и выключения работы ходового винта (24);
- рукоятка, управляющая направлением вращения шпинделя (25);
- рычаг управления подачей (26);
- рукоятка управления поперечным перемещением салазок суппорта (28);
- кнопка включения продольной автоматической подачи суппорта (29);
- пульт управления включением и выключением главного электродвигателя (27);
- рукоятка ручного управления продольным перемещением салазок.
Важные узлы токарно-винторезного станка и их особенности
Разберем несколько элементов станка, которые стоит отметить отдельно.
В шпиндель устанавливается специальный патрон (рис. 4), который имеет кулачки для закрепления заготовок. Процедура закрепления осуществляется автоматически или при помощи винта, установленного в патроне. Количество кулачков и их профиль могут быть самыми разнообразными.

Рисунок 4. Патрон токарного станка.
Некоторые модификации коробок подач для токарно-винторезных станков комплектуются фрикционной муфтой (рис. 5). Она позволяет разорвать кинематическую цепь, если возникают критические перегрузки, что предохраняет детали коробки передач от разрушения. Также эта муфта дает возможность плавного переключения направления вращения шпинделя.

Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Пиноль и шпиндель имеют отверстия под установку так называемого конуса Морзе (рис. 6), который предназначен для быстрого закрепления различного осевого инструмента. Это приспособление имеет несколько стандартных типоразмеров.

Рисунок 6. Конус Морзе.
На суппорте установлена каретка токарного станка (рис. 7), которая служит для закрепления режущего инструмента. Стандартная каретка вмещает 4 резца. Помимо перемещения на салазках в поперечном и продольном направлении, она может поворачиваться в горизонтальной перпендикулярной оси вращения заготовки плоскости. При этом каретка имеет не только фиксированные положения, но и может быть установлена под любым углом. Это позволяет обрабатывать конусные и другие нестандартные детали.

Рисунок 7. Каретка токарного станка.
На рукоятках фартука имеются лимбы (рис. 8). Это специальные кольцевые поворотные шкалы, которые служат для осуществления точной подачи. Лимбы в обязательном порядке имеют гравировку, на которой указана цена деления шкалы.

Токарно-винторезные станки часто доукомплектовываются нестандартным оборудованием, которое предназначено для проведения узкоспециализированных операций.
Классификация
Существует несколько основных классификаций, по которым различаются токарно-винторезные станки.
- легкие — весят до 1 тонны;
- средние — весят от 1 до 10 тонн;
- тяжелые — весят более 10 тонн.
2. По типу управления:
- с ручным управлением;
- с ЧПУ (числовым программным управлением).
3. По максимальному расстоянию между центрами станка. Определяет наибольшую длину детали, которую можно поместить между двумя бабками. Измеряется в мм и имеет широкий диапазон.
4. По высоте центров (расстоянию от оси вращения шпинделя до ближайшей точки на станине станка). Определяет максимальный диаметр заготовки, которую можно закрепить в патроне. Измеряется в мм.
Токарно-винторезные станки с ЧПУ, особенно последних исполнений, несколько сглаживают эту градацию. Основным параметром здесь является возможность обработки той или иной детали с нужной точностью.
Подписывайтесь на нас во Вконтакте и Яндекс Дзен.
Источник