Программа настройки гитары деления для зубодолбежных станков 5м150, 5м161, 5В150, 5В161, 5М150П, КСЗ
Настройка гитары деления производится сменными зубчатым колесами. Наша программа указав необходимые параметры, сможет рассчитать гитару деления и укажет какие шестерни необходимо установить.
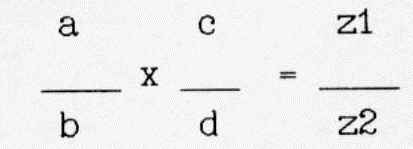
Расчет гитары деления производится по следующей формуле:
где a,b,c,d — число зубьев сменных зубчатых колес гитары деления;
Z1-Число зубьев долбяка;
Z2-Число зубьев обрабатываемого зубчатого колеса;
Источник
Гитары делений для Зуборезных станков при нарезке «Простых» чисел зубьев.
В промышленности не так уж редки случаи, когда необходимо на том или ином зуборезном станке произвести нарезку прямозубых и косозубых Шестерён с не рекомендуемым числом зубьев. В основном это так называемые «Простые» числа: 101 — 103 — 107 — 109 — 113 — 121 — 123 и т.д. Для нарезки этих зубьев необходимо введение дополнительной настройки гитары дифференциалов, со сложной и не совсем понятной для рядового исполнителя процедурой настройки и не всегда при этом обеспечивающей возможность самой нарезки.
Мы предлагаем более простой способ, основанный на изменённом значении e : f и использовании программы для
« Расчёта и Высокоточного подбора гитар дифференциалов»
Пример для станка 5К32А, 5К342, 53А50, 53А80Н:
При нарезаемом числе зубьев: Погрешность
Z = 23 Гитара деления: 80×60 / 50×92 при e : f = 54:54 ∆ = 00 ° 00 ‘ 00″ !
Z = 23 Гитара деления: 53×24 / 23×55 при e : f = 55:53 ∆ = 00° 00′ 00″ !
Z = 29 Гитара деления: 80×30 / 25×58 при e : f = 36:72 ∆ = 00° 00′ 00″ !
Z = 31 Гитара деления: 80×30 / 25×62 при e : f = 36:72 ∆ = 00° 00′ 00″ !
Z = 103 Гитара деления: 43×43 /100×71 при e : f = 51:57 ∆ = 00° 00′ 26″ !
Z = 107 Гитара деления: 29×61 / 95×80 при e : f = 53:55 ∆ = 00° 00′ 22″ !
Z = 111 Гитара деления: 60×24 / 90×37 при e : f = 36:72 ∆ = 00° 00′ 00″ !
Z = 111 Гитара деления: 24×24 / 90×37 при e : f = 60:48 ∆ = 00° 00′ 00″ !
Z = 121 Гитара деления: 24×27 / 99×33 при e : f = 54:54 ∆ = 00° 00′ 00″ !
Z = 123 Гитара деления: 24×33 / 99×41 при e : f = 54:54 ∆ = 00° 00′ 00″ !
Z = 127 Гитара деления: 43×62 / 97×89 при e : f = 41:67 ∆ = 00° 00′ 20″ !
Z = 143 Гитара деления: 50×24 /100×77 при e : f = 56:52 ∆ = 00° 00′ 00″ !
Z = 143 Гитара деления: 27×40 / 99×65 при e : f = 54:54 ∆ = 00° 00′ 00″ !
Z = 143 Гитара деления: 24×25 / 65×53 при e : f = 53:55 ∆ = 00° 00′ 00″ !
Пример для станка 5К328А, 53А11Н, 5342:
При нарезаемом числе зубьев: Погрешность
Z = 101 Гитара деления: 30 × 43 / 95×89 при e : f = 61:47 ∆ = 00° 00′ 00″ !
Z = 103 Гитара деления: 41 × 67 / 100×65 при e : f = 34:74 ∆ = 00° 00′ 00″ !
Z = 107 Гитара деления: 00×00 / 00×00 при e : f = 00:00 ∆ = 00° 00′ 00″ !
Z = 113 Гитара деления: 23×59 / 98×70 при e : f = 51:57 ∆ = 00° 00′ 00″ !
Z = 121 Гитара деления: 35×40 / 62×55 при e : f = 31:77 ∆ = 00° 00′ 00″ !
Z = 123 Гитара деления: 30×40 / 90×41 при e : f = 36:72 ∆ = 00° 00′ 00″ !
Источник
Настройка гитары дифференциала
Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Если не вдаваться в подробности работы кинематической схемы зубофрезерного станка и технологического процесса нарезания зубьев червячной фрезой, то данная задача заключается в сборке двухступенчатого цилиндрического зубчатого редуктора с заданным передаточным отношением ( u ) из имеющегося комплекта сменных колес. Этот редуктор и есть гитара дифференциала. В комплект (приложение к станку) входит, как правило, 29 зубчатых колес (иногда более 50) с одинаковым модулем и диаметром посадочного отверстия, но с разным количеством зубьев. В наборе могут присутствовать по две-три шестерни с одинаковым количеством зубьев.
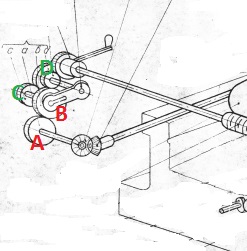
Схема гитары дифференциала изображена ниже на рисунке.
Настройка гитары дифференциала начинается с определения расчетного передаточного отношения ( u ) по формуле:
u = p *sin ( β )/( m * k )
p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой).
Значение параметра ( p ) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка.
β – угол наклона зубьев нарезаемого колеса.
m – нормальный модуль нарезаемого колеса.
k – число заходов червячной фрезы, выбранной для работы.
После этого необходимо выбрать из набора такие четыре шестерни с числами зубьев Z1, Z2, Z3 и Z4 , чтобы, установленные в гитару дифференциала, они образовали редуктор с передаточным отношением ( u’ ) максимально близким к рассчитанному значению ( u ).
Как это сделать?
Подбор чисел зубьев шестеренок, обеспечивающий максимальную точность, можно выполнить четырьмя способами (по крайней мере, известными мне).
Рассмотрим кратко все варианты на примере зубчатого колеса с модулем m =6 и углом наклона зубьев β =8°00’00’’. Параметр станка p =7,95775. Червячная фреза – однозаходная k =1.
Для исключения ошибок при многократных расчетах составим простую программу в Excel, состоящую из одной формулы, для расчета передаточного числа.
Расчетное передаточное число гитары ( u ) считываем
в ячейке D8: =D3*SIN (D6/180*ПИ())/D5/D4 =0,184584124
Относительная погрешность подбора не должна превышать 0,01%!
δ =|( u — u’ )/ u |*100 u ) представляем приближениями в виде обычных дробей.
u =0,184584124≈5/27≈12/65≈79/428≈ 91/493 ≈6813/36910
Это можно сделать при помощи программы для представления многозначных констант приближениями в виде дробей с заданными точностями или в Excel подбором.
Выбираем подходящую по точности дробь и раскладываем ее числитель и знаменатель на произведения простых чисел. Простые числа в математике – это те, что делятся без остатка только на 1 и на себя.
u’ =91/493=0,184584178
91/493=(7*13)/(17*29)
Умножаем числитель и знаменатель выражения на 2 и на 5. Получаем результат.
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184584178)/0,184584124| *100=0,000029% Z1 =23 Z2 =98 Z3 =70 Z4 =89
u’ =(23*70)/(98*89)=0,184590690
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Z1 =23 Z2 =89 Z3 =50 Z4 =70
u’ =(23*50)/(89*70)=0,184590690
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Уважающих труд автора приглашаю подписаться на анонсы статей, чтобы не пропустить появление возможно важной для вас информации (подписные формы — в конце статьи и наверху страницы).
Статьи с близкой тематикой
Отзывы
14 комментариев на «Настройка гитары дифференциала»
tehotdel.nov 08 мая 2015 15:49
Пользуюсь вот Duncans Gear calculator, но хотелось бы оправославить все это дело в excel’е, т.к. там считаю передаточное — хотелось бы сразу все в одном месте иметь. Ума не приложу какие функции будут перебирать ряд колес (например, от 23 до 100) да еще чтоб дважды не перебирал одно и то же, считать их соотношение. А два числа сравнить то я уж сумею xD
Алгоритм решения этой задачи можно реализовать в Excel (Excel может всё!), но требуется поработать.
Ссылка на блок-схему алгоритма:
Ладно, скрипт так скрипт. Благодарю)
Александр, опираясь на Вашу статью разработал программу «Настройка гитары дифференциала» в VB6. Скачать ее можно на страничке twirpx.com/file/1676547/.
Использую ее в производстве.
Последнюю версию (значение угла можно вводить в формате ГГ.ММСС) могу выслать каждому желающему. (gerasimow1.narod.ru)
Спасибо за полезную информацию, как раз сейчас восстанавливаю себе зубофрезер 5к324. Для начала буду пользоваться Duncans, но на будущее планирую поставить электропривод, управляемый микроконтроллером, так, чтобы в сам микроконтроллер загонять данные колеса и фрезы, а он сам считал нужный коэффициент передачи и осуществлял с этим коэффициентом синхронизацию вращения шпинделя и стола.
Доброго времени . Подскажите где можно скачать программу настройки гитары дефферициала ? для мод 532 , К532А
Если Вы внимательно прочитаете еще раз статью, то сами ответите на свой вопрос.
Для модели 532 p=5,9683.
(p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой)
У меня станок 5Е32П, а р я не знаю.Не подскажите?
Не подскажу. Поищите паспорт на свой станок в интернете.
Можете посчитать мне гитара дифференциала для шестерни
p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой).
Значение параметра (p) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка.
β – угол наклона зубьев нарезаемого колеса.
m – нормальный модуль нарезаемого колеса.
k – число заходов червячной фрезы, выбранной для работы.
Какой набор колес для гитары дифференциала у вас есть в наличии (число зубьев / количество штук в наборе; полный список)?
Материал представляет интерес. Занимаемся вопросом давно. Можете выслать задание на создание набора колёс (минимальное и максимальное количества зубьев колёс набора, количество колёс в наборе, условие сцепляемости, другие требования) — решим. Можете выслать существующий набор — определим характеристики (диапазон реализуемых передаточных отношений и количество отношений, график плотности распределения в диапазоне, другое).
Здравствуйте, Александр! Проблема с настройкой станка 5324 на косозубую шестеню. Вернее, с самой кинематикой. Знаю, что для этого нужно разблокировать дифф-ал кулачковой муфтой. Та, что в паспотре на картинке не совсем понятна. Если я выложу кинематическую схему станка, Вы сможете подсказать, что и с чем нужно блокировать? Спасибо!
Андрей, здравствуйте. Ваш комментарий попал в спам, и я его не увидел. За 10 прошедших дней, думаю, разобрались с кинематикой?
Источник
5М150 Станок зубодолбежный вертикальный полуавтомат схемы, описание, характеристики
Сведения о производителе зубодолбежного полуавтомата 5М150
Производитель вертикального зубодолбежного полуавтомата 5М150, 5М150П Клинский станкостроительный завод, КСЗ, основанный в 1897 году.
5М150 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
Зубодолбежный станок 5М150 заменил в производстве модель 5В150.
Универсальный зубодолбежный станок полуавтомат 5М150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни) в условиях единичного и серийного производства.
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Зубодолбежный станок 5М150 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок 5М150 может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
Стол зубодолбежного станка 5М150 может перемещаться по горизонтальным направляющим станины, осуществляя при этом:
Ускоренное перемещение от отдельного привода для ориентировочной установки в исходное положение
Замедленное перемещение от руки для точной установки в исходное положение и для врезания долбяка в заготовку
Механическое перемещение (радиальная подача) для врезания долбяка в заготовку на заданную глубину
Обработка зубьев производится зуборезным долбяком, закрепленным на шпинделе и совершающим возвратно-поступательное движение, одновременно обкатываясь с нарезаемым колесом, как пара колес, находящихся в зацеплении.
Полуавтомат работает по следующему циклу:
ускоренный подвод заготовки в зону резания
обработка зубьев за 1—2—3 прохода с автоматической сменой режимов после каждого прохода
вывод долбяка в верхнее положение
ускоренный отвод стола в исходное положение
При установке на суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, полуавтомат может обрабатывать косозубые колеса. По согласованию с заказчиком полуавтомат может комплектоваться приспособлением для закрепления детали подъемником для установки крупных деталей.
Класс точности полуавтомата — Н по ГОСТ 8—77. Шероховатость обработанной поверхности три чистовом проходе Ra 1,6 мкм.
Категория качества — высшая.
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес по ГОСТ 1643—72 не ниже 7-й степени точности.
Нарезание цилиндрических колес на зубодолбежных станках
Образование профиля зубьев при нарезании долбяком
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса — долбяком, у которого одна торцовая плоскость служит для опоры при закреплении на станке, а на второй имеются режущие кромки.
Зубья колеса нарезают долбяком по методу обкатки, профили зубьев долбяка не совпадают с профилями нарезаемых зубьев, хотя их и выполняют по эвольвенте. Поэтому одним и тем же долбяком данного модуля можно нарезать колеса с разными числами зубьев. Обкатка осуществляется при последовательном положении профилей зубьев долбяка относительно профилей нарезаемых зубьев колеса в процессе их зацепления, пока они находятся в контакте. При обкатке долбяк и заготовка должны вращаться вокруг своих осей, как два зубчатых колеса в зацеплении. При нарезании колес с внешними зубьями они вращаются в разные стороны; при нарезании внутренних зубьев — в одну сторону. Передаточное отношение чисел оборотов долбяка и колеса в зависимости от числа зубьев их выражается отношением:
Для прорезания зубьев в заготовке долбяк, кроме вращательного движения в зацеплении с заготовкой, должен совершать и поступательное движение, параллельное оси заготовки, тогда передние режущие кромки долбяка будут вырезать (долбить) впадины между зубьями заготовки и одновременно выполнять обкатку.
Для нарезания зубьев колеса на необходимую глубину нужно, чтобы зубья долбяка в процессе резания проходили между зубьями заготовки на этой глубине. Сразу установить долбяк на требуемую глубину нельзя, поэтому вначале происходит врезание при вращении заготовки и долбяка с постепенной радиальной подачей долбяка в направлении глубины зубьев (пока зубья его не врежутся на необходимую глубину).
После рабочего хода долбяк поступательно возвращается в исходное положение. Чтобы зубья долбяка не терлись об обработанные поверхности, заготовка вместе со столом отодвигается от долбяка, а в начале следующего рабочего хода опять придвигается.
В некоторых станках отодвигается долбяк, а заготовка не изменяет своего положения.
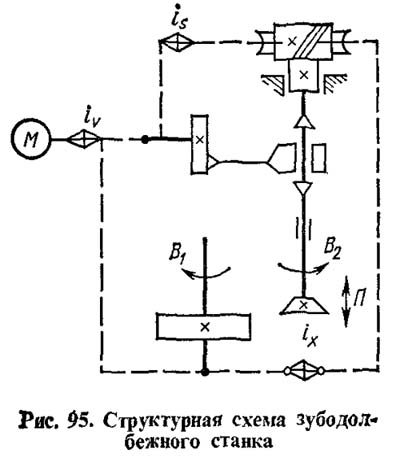
Принципиальная схема механизма вращения заготовки и движения долбяка
Таким образом, в процессе зубодолбления станок должен иметь следующие движения (указаны стрелками):
возвратно-поступательное движение х и р в вертикальном направлении параллельно оси заготовки (главное движение резания)
согласованные вращения v долбяка и стола, осуществляющие обкатку
движение s врезания долбяка на глубину нарезаемых зубьев — радиальная подача
колебательное движение sk стола — для отвода стола от долбяка и подвода к нему
Габариты рабочего пространства зубодолбежного полуавтомата 5М150
Габаритные размеры рабочего пространства станка 5м150
Посадочные и присоединительные базы. Чертеж конца шпинделя зубодолбежного полуавтомата 5М150
Посадочные и присоединительные базы станка 5м150
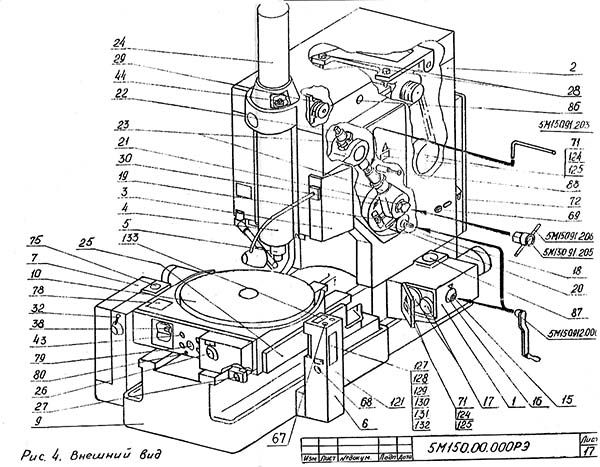
Общий вид и общее устройство станка 5М150
Фото зубодолбежного станка 5м150
Фото зубодолбежного станка 5м150
Фото зубодолбежного станка 5м150
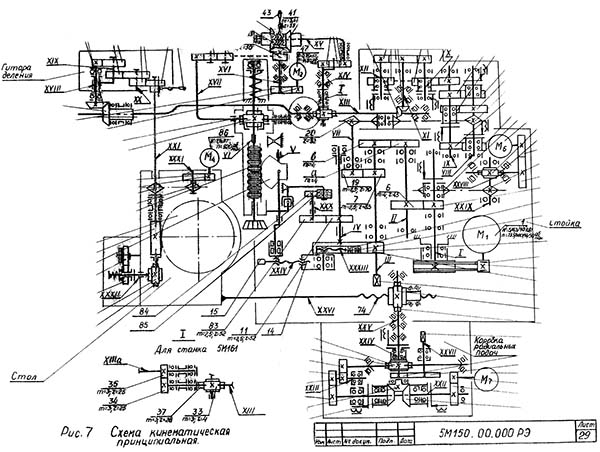
Кинематическая структура зубодолбежного станка 5м150
Кинематическая структура зубодолбежного станка 5м150
Механизмы полуавтомата осуществляют следующие формообразующие движения:
главное движение — возвратно-поступательное перемещение долбяка в вертикальной плоскости
движение обката (делительное движение) — вращение долбяка и стола с заготовкой
движение врезания радиальной подачи стола
вспомогательные движения — быстрое вращение заготовки, работа счетного механизма, управляющего автоматическим циклом обработки
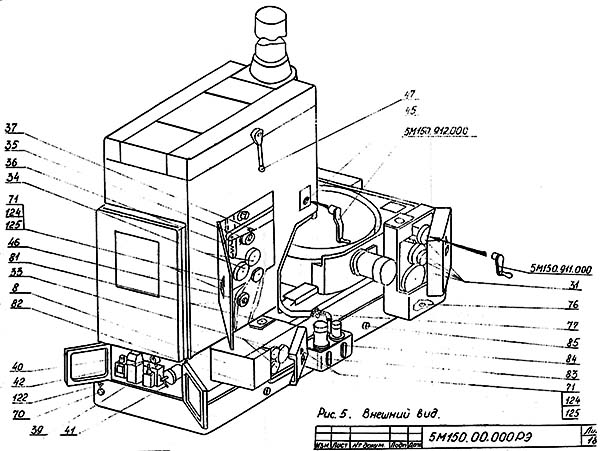
Расположение основных узлов зубодолбежного станка 5м150
Расположение основных узлов зубодолбежного станка 5м150
Расположение основных узлов зубодолбежного станка 5м150
Спецификация составных частей зубофрезерного полуавтомата 53А20
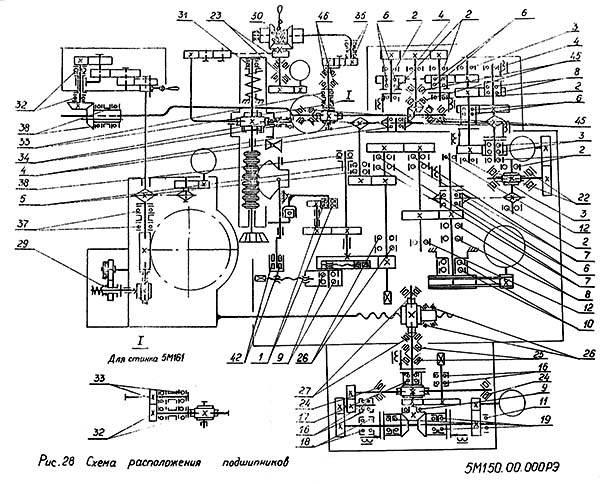
Расположение подшипников зубодолбежного станка 5м150
Расположение подшипников зубодолбежного станка 5м150
Кинематическая схема зубодолбежного станка 5м150
Кинематическая схема зубодолбежного станка 5м150
Механизмы полуавтомата осуществляют следующие движения: рабочие формообразующие, вспомогательные и наладочные.
Рабочие формообразующие движения:
Основным способом работы на станке является обработка изделия в полуавтоматическом цикле, который может включать:
Главное движение — возвратно-поступательное перемещение долбяка. Осуществляется при помощи главного привода. Число двойных ходов в минуту регулируется ступенчато трехскоростным электродвигателем главного привода и сменными зубчатыми колесами.
Движение обката (делительное движение) — согласованное вращение шпинделя с долбяком и стола с заготовкой со скоростью Sкр. Осуществляется отбором мощности от цепи главного привода через коробку круговых подач. Регулируется ступенчато электромагнитными муфтами коробки и сменными зубчатыми колесами.
Движение врезания радиальной подачи стола
Радиальное перемещение стола со скоростью S рад. Осуществляется от коробки радиальных подач с собственным электродвигателем. Sрад, регулируется ступенчато с помощью сменных зубчатых колес.
При работе станка в полуавтоматическом цикле имеются электрические блокировки, предохраняющее станок от поломок при аварийных ситуациях (подробное описание см. раздел 7, руководства).
Вспомогательные движения:
Отвод шпинделя долбяка от заготовки при обратном ходе шпинделя (вверх). Осуществляется от дискового кулачка 35 (рис.5). Имеется возможность регулирования с помощью эксцентрика 37 (рис.5).
Вывод шпинделя в верхнее положение осуществляется от редуктора нерабочего движения шпинделя.
Работа счетного механизма, управляющего автоматическим циклом обработки
Наладочные движения:
Обработка изделий в наладочном режиме осуществляется оператором с включением и отключением приводов всех необходимых движений не автоматически, и без автоматического контроля глубины врезания и направления обката.
Вращение шпинделя с долбяком
Вращение шпинделя. Осуществляется от электродвигателя вращения шпинделя при расцеплении цепи деления рукояткой 47 (рис.5)
Вращение стола с изделием
Включение радиальной подачи с одновременным обкатом или без него
Включение главного привода
Включение привода подачи СОЖ
Отключение привода подачи СОЖ и главного привода
Вывод шпинделя в верхнее положение
Ускоренный отвод стола с зону загрузки
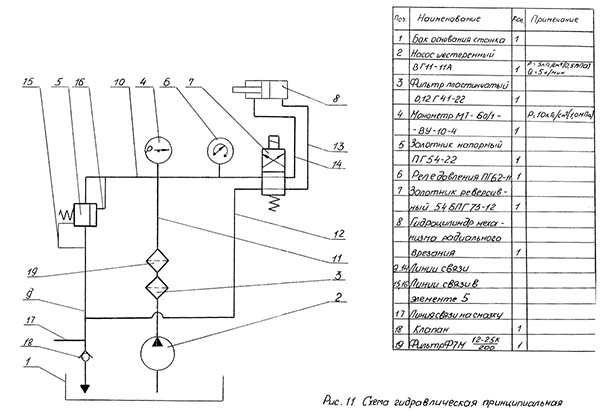
Гидросхема зубодолбежного станка 5м150
Гидросхема зубодолбежного станка 5м150
Электрооборудование станка
Сведения о системе питания электрооборудования и указания по используемым в электрооборудовании напряжениям
Питание электрооборудования полуавтомата осуществляется от трехфазной сети переменного тока с частотой 50±1 Гц. или 60±1 Гц и одним из напряжений Uн = 220, 230, 240, 380, 400, 415, 440 В. с допустимым отклонением от 0,85 UH ДО 1,1 UH. Выбор одного из указанных напряжений производит завод-изготовитель в соответствии с заказ-нарядом или договором.
Питание цепей, управления постоянного тока осуществляется от понижающего трансформатора через селеновый выпрямитель. Цепи управления переменного тока, освещения и сигнализации питаются от понижающего трансформатора
Электронное оборудование станка пригодно для работы на высоте над уровнем моря не более 1000 м.
Первоначальный пуск полуавтомата 5м150
После установки полуавтомата его необходимо заземлить. Болты заземления находятся на станине полуавтомата (рис.5 поз. 70). Провода питающей сети сечением медной жилы 6 кв. мм (10 кв. мм) при Uc = 220, 230, 240 В) присоединить к зажимам А; В; С; N вводного клеммного набора XT14.
ВНИМАНИЕ! АВТОМАТИЧЕСКИЕ ВЫКЛЮЧАТЕЛИ В МЕСТЕ ПОДКЮЧЕНИЯ ПОЛУАВТОМАТА ДОЛЖНЫ ОБЕСПЕЧИВАТЬ ТОК КОРОТКОГО ЗАМЫКАНИЯ НА КОРПУС ИЛИ НУЛЕВОЙ ПРОВОД НЕ МЕНЕЕ 650А,ПЛАВКИЕ ВСТАВКИ — НЕ МЕНЕЕ 100А ПРИ Uc = 220 В И 70А при Uc = 380 В. Проверку и включение электрооборудования полуавтомата должен осуществлять электрик 4-го разряда и выше.
Провести внешний осмотр электрооборудования с целью выявления и устранения возможных поломок при транспортировке, хранении и монтаже.
ЗАПРЕЩАЕТСЯ ПРИ ВКЛЮЧЕННОМ ВВОДНОМ АВТОМАТИЧЕСКОМ ВЫКЛЮЧАТЕЛЕ ПРОИЗВОДИТЬ РЕМОНТНЫЕ РАБОТЫ .
Включить вводной автоматический выключатель FA1. При этом на пульте управления загорается сигнальная лампа HL1.
Включить электродвигатель гидравлики кнопкой SB2. Проверить наличие давления в гидросистеме. При отсутствии показания манометра необходимо перефазировать провода питающей сети.
Описание режимов работы электрической схемы
При изучении этого раздела необходимо пользоваться схемой электрической принципиальной полуавтомата 5М150.00.000.ЭЗ. Схема расположения электрооборудования, органов управления на пульте показаны на рис.6;10. Назначение символов — раздел 5 таблицы 4.
Подключение полуавтомата к электросети осуществляется вводным автоматическим выключателем FA1.
Нажать кнопку SB2. При этом включится контактор КМ1 и электродвигатель гидравлики М5. По достижении необходимого давления срабатывает реле давления SP1 и КА1. Реле КА1 подготавливает к включению цепи управления. После этого электросхема готова к работе в любом режиме.
Полуавтомат имеет следующие режимы работы:
Полуавтоматический режим:
однопроходный цикл
двухпроходный цикл
трехпроходный цикл
Режим наладки:
включение главного привода
нерабочее движение шпинделя
вращение шпинделя
вывод шпинделя в верхнее положение
вращение стола
ускоренное перемещение стола
Режим работы, кроме режима «ускоренное перемещение стола», выбирается переключателем SA4.

 Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.