- Технические характеристики токарно-винторезного станка ИЖ-250
- Технические возможности станка модели ИЖ-250
- Технические характеристики модификаций токарного станка ИЖ-250
- Конструктивные особенности устройства
- Правила эксплуатации
- ИЖ-250 Станок токарно-винторезный универсальный Схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка ИЖ-250
- Станки, выпускаемые машиностроительным заводом Ижмаш
- ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
- Особенности конструкции токарно-винторезного станка ИЖ-250
- Основные технические характеристики токарно-винторезного станка иж-250
- Шпиндель токарно-винторезного станка иж-250
- Подачи и резьбы токарно-винторезного станка иж-250
- Габариты рабочего пространства токарного станка ИЖ-250
- Общий вид токарно-винторезного станка ИЖ-250
- Расположение органов управления токарно-винторезным станком ИЖ-250
- Перечень органов управления станком ИЖ-250
- ИЖ-250 Схема кинематическая токарного станка
- Конструкция основных узлов токарного станк ИЖ-250
- ИЖ-250 Передняя бабка токарного станка
- ИЖ-250 Фрикционная муфта и тормоз редуктора токарного станка
- ИЖ-250 Коробка подач токарного станка
- ИЖ-250 Схема электрическая принципиальная станка
- Токарно-винторезный универсальный станок ИЖ-250. Видеоролик.
- Технические характеристики токарно-винторезного станка ИЖ-250
- Список литературы:
Технические характеристики токарно-винторезного станка ИЖ-250
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях. Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.

Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.
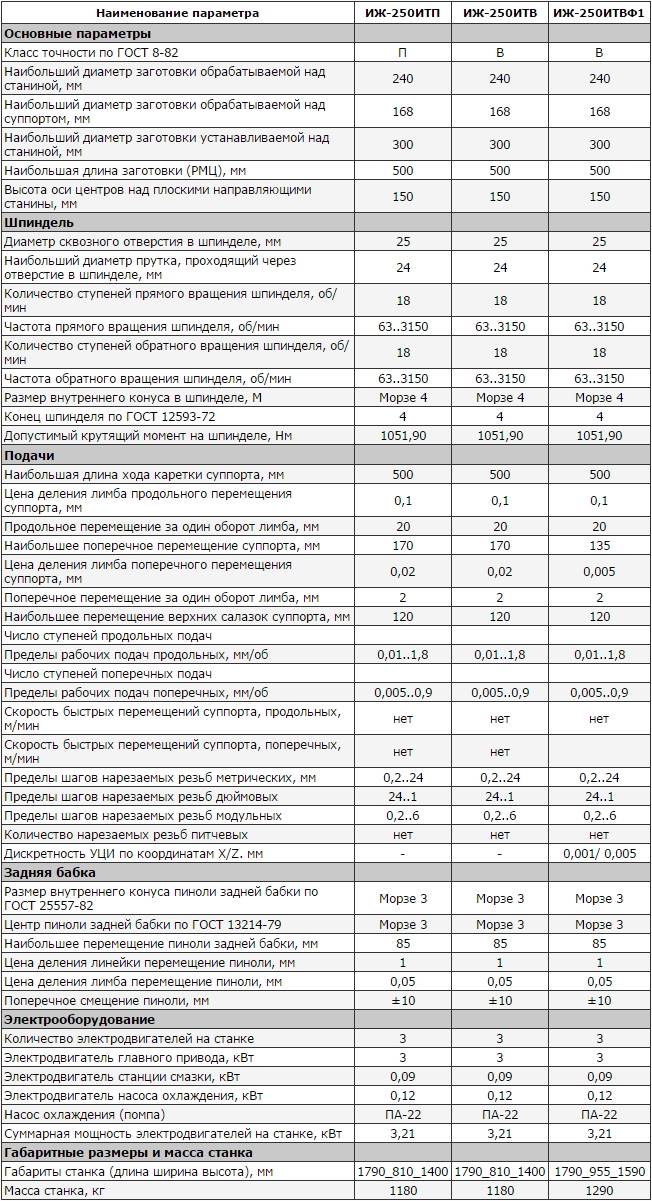
Технические характеристики модификаций станка ИЖ-250
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.
- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.
Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
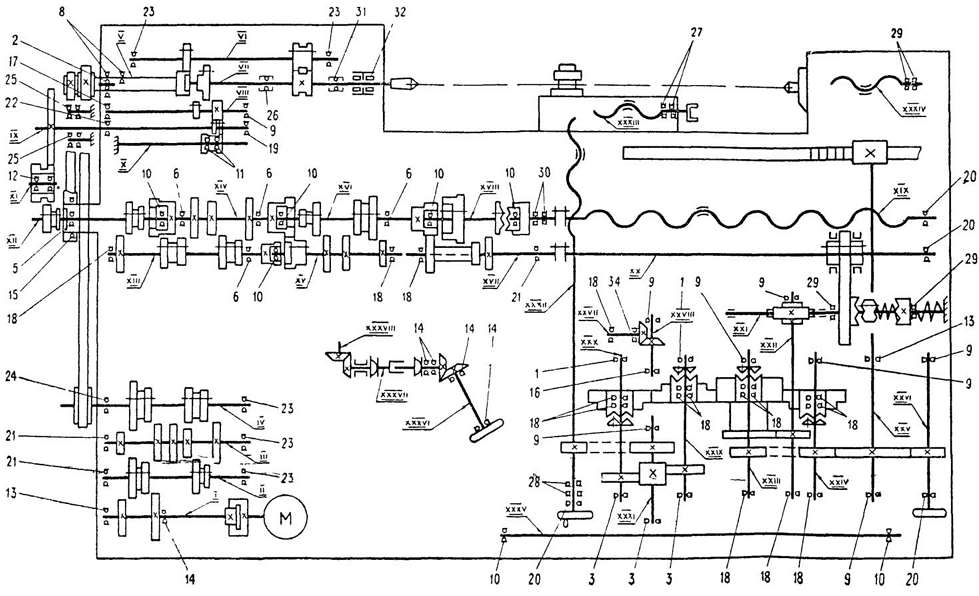
Кинематическая схема ИЖ-250 (нажмите, чтобы увеличить)
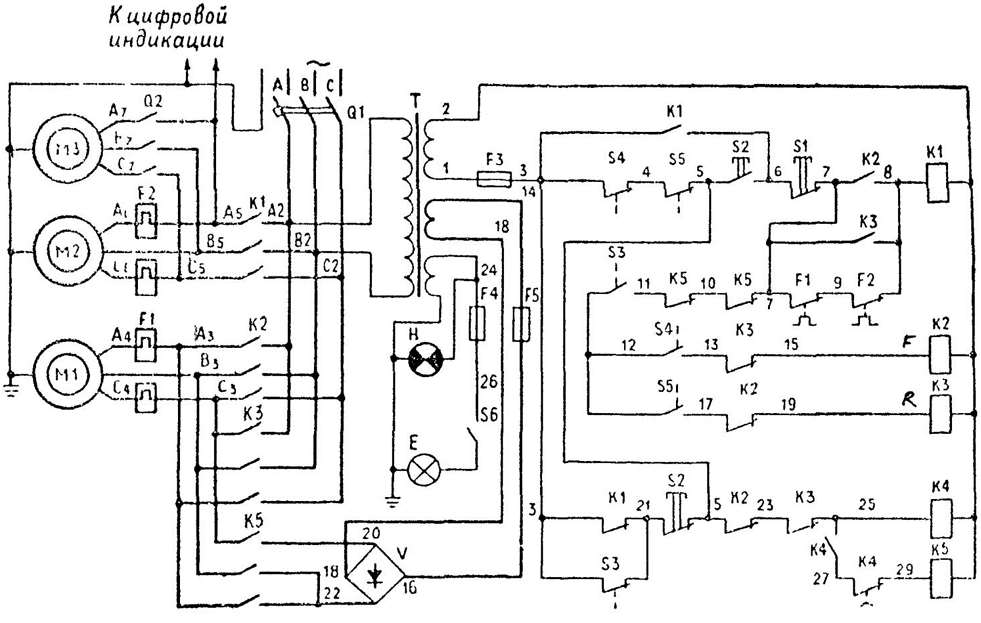
Принципиальная электрическая станка (нажмите, чтобы увеличить)
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт. Во всех остальных случаях при выполнении различных токарных операций используется ходовой валик.

Станок ИЖ-250 ИТВМ
В фартуке станка ИЖ-250 установлено блокировочное устройство, которое исключает возможность одновременного включения ходового винта и валика, а также продольной и поперечной подач. На лицевой части фартука, что видно по фото или чертежу станка, расположена рукоятка, при помощи которой и осуществляется управление всеми подачами.
Существует еще ряд моментов, на которые следует обращать внимание при эксплуатации станка модели ИЖ-250. Рассмотрим их.
- Отдельные модификации станка данной модели не предполагают использование редуктора для изменения скорости вращения шпиндельного узла, в них настройка данного параметра реализуется за счет изменения частоты вращения вала приводного электродвигателя. На таком токарном оборудовании устанавливаются более мощные электродвигатели – 5,5 кВт.
- К электрической сети станок подключается при помощи пакетного выключателя.
- Для работы станка ИЖ-250 необходима трехфазная электрическая сеть с напряжением питания, равным 380В.
Какую бы модификацию станка данной модели вы ни решили приобрести для своего предприятия, вы получите в свое распоряжение надежное оборудование, позволяющее выполнять металлообработку с высокой точностью и производительностью. Об этом свидетельствуют многочисленные отзывы специалистов о данном агрегате.
Источник
ИЖ-250 Станок токарно-винторезный универсальный
Схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный завод «Ижмаш», основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Габариты рабочего пространства токарного станка ИЖ-250

Габариты рабочего пространства токарного станка ИЖ-250

Шпиндель токарного станка ИЖ-250

Станина токарного станка ИЖ-250
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250

Фото токарного станка ИЖ-250

Фото токарного станка ИЖ-250
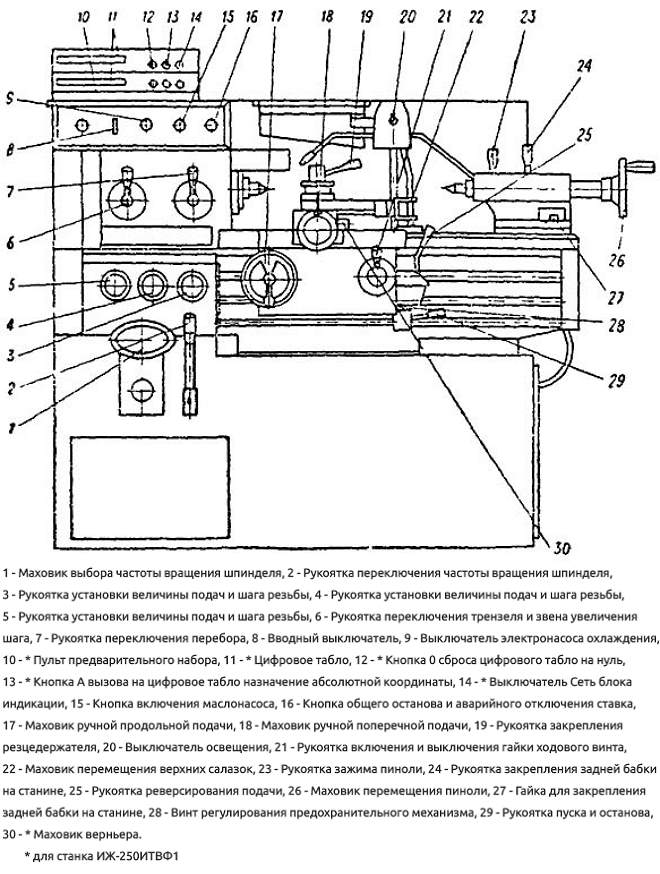
Расположение органов управления токарно-винторезным станком ИЖ-250

Расположение органов управления токарно-винторезным станком ИЖ-250
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения

Схема смазки токарно-винторезным станком ИЖ-250
ИЖ-250 Схема кинематическая токарного станка

Кинематическая схема токарно-винторезного станка ИЖ-250
Конструкция основных узлов токарного станк ИЖ-250
ИЖ-250 Передняя бабка токарного станка

Передняя бабка токарно-винторезного станка ИЖ-250
ИЖ-250 Фрикционная муфта и тормоз редуктора токарного станка

Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
ИЖ-250 Коробка подач токарного станка

Коробка подач токарно-винторезного станка ИЖ-250
ИЖ-250 Схема электрическая принципиальная станка

Электрическая схема токарно-винторезного станка ИЖ-250
Токарно-винторезный универсальный станок ИЖ-250. Видеоролик.
Технические характеристики токарно-винторезного станка ИЖ-250
| Наименование параметра | ИЖ-250 | 1И611п | 250итвм |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н,П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть |
| Выключающие поперечные упоры | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет |
| Резцовые салазки | |||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1180 | 1180 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник