Как делают гитары гибсон
60 ступеней к идеалу, или как делают гитары Gibson. Все о создании самого популярного инструмента в Мире!

Фабрика Gibson U.S.A. в Нэшвилле, штат Теннеси – место, где делают одни из лучших гитар в мире.
ЦЕХ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ

Это первый шаг процесса, в котором рождаются гитары Gibson. Бруски клена и махагона сложены в штабеля. Кленовые заготовки сложены попарно, чтобы составить зеркальный «разворот» верха Les Paul. Клен сортируется от гладкого до волнистого или узорчатого категории AAAA.

Заготовки кленового верха высушиваются в этой огромной сушилке, чтобы потом их подогнали к махагоновым корпусам и обрезали по форме.
СИММЕТРИЧНЫЙ КЛЕНОВЫЙ ВЕРХ

После сортировки по рисунку волокон, кленовые заготовки разрезаются по середине и объединяются в «разворот», чтобы обеспечить Les Paul Standard красивым симметричным верхом из волнистого клена.

Станок склейки это «колесо» из 30 рядов по три струбцины. Каждая струбцина удерживает кленовый верх из двух или трех частей, пока клей между ними не высохнет.

После того, как части кленового верха подобраны в «разворот» и склеены, верх приклеивается к слою махагона, и получившийся «бутерброд» лежит под этим прессом, пока клей не высохнет.

В цехе предварительной обработки верху Les Paul придается знаменитый выпуклый профиль. Станок следует шаблону, поэтому каждая заготовка получает стандартную форму и радиус. Этот неутомимый труженик может обрабатывать до двенадцати корпусов одновременно!

Изготовление грифов начинается с заготовок, которые выпиливаются на распиловочном станке.

Анкер – это изобретение Gibson, позволяющее гитаристам регулировать степень жесткости грифа. Это грубая заготовка, в которую анкер устанавливается до вытачивания профиля и наклеивания накладки.
ДЕРЕВО ДЛЯ НАКЛАДКИ

Эта стопка индийского палисандра превратится в накладки для грифа. Gibson также использует для накладок черное дерево и другие ценные породы.

В накладку вклеивается инкрустация из белого или радужного перламутра или искусственного акрилового перламутра.

В процессе выравнивания накладки, машина, которую называют «грейдером», шлифует поверхность абразивным колесом и стачивает инкрустацию на один уровень с поверхностью накладки.
ЛАДЫ И ОКАНТОВКА ГРИФА

Лады устанавливаются вручную (верхнее фото), так чтобы давление вдоль длины каждого лада было равномерным. Окантовка также производится вручную (нижнее фото). Небольшое количество окантовочного материала специально оставляют выступать за край грифа.

После того, как окантовка уложена вдоль грифа, наносят клей, удерживающий ее на месте. После этого гриф отправляется на сушку клея. Кромка накладки (внизу), которая выступала за край грифа, теперь шлифуется заподлицо с накладкой.
Окантовка у гитар Gibson закрывает торцы ладов – маленькая деталь, оказывающее большое влияние на комфорт. Чтобы добиться этого, работники вручную укладывают окантовку от лада к ладу.
КОНТРОЛЬ КАЧЕСТВА ГРИФА

Контроллер убеждается в отсутствии у грифа выступающих ладов, неравномерности инкрустации и боковых маркеров и отставания окантовки.
ШПОН НА ГОЛОВЕ ГРИФА
Шпон на голове грифа сделан из волоконного материала с перламутровой инкрустацией или шелкографией логотипа Gibson. Он приклеивается спереди.

Шпон приклеивается к голове грифа, которая после укладывается под пресс на время высыхания клея.

Гриф вручную обтачивается на шлифовальном станке, приобретая окончательный профиль
КОНТРОЛЬ КАЧЕСТВА ГРИФА

Еще один контроллер окончательно проверяет гриф, прежде чем он отправится на участок установки грифов, где будет приклеен к корпусу.

Начерно профилированные корпуса еще имеют небольшие заусенцы от обтачивания.
КОНТУР КОРПУСА — ФАЛЬЦОВКА

Специальная пила выпиливает вдоль кромки корпуса выемку в четверть дюйма для окантовки.
КОНТУР КОРПУСА — ОКАНТОВКА

Окантовка защищает кромку корпуса от повреждений. Это трудоемкий процесс, требующий квалифицированных работников, поэтому большинство производителей гитар не окантовывает свои инструменты.
КОНТУР КОРПУСА — ОКАНТОВКА II

Окантовщик делает на LP надрез под углом 45 градусов, чтобы окантовка легла точно.

После установки окантовки, корпуса висят на «дереве», пока клей не высохнет.

Шлифовальный станок – первый шаг в сглаживании всех заусенцев, которые остались на поверхности корпуса Les Paul после вытачивания профиля.
ШЛИФОВКА С БОКОВ

Боковая сторона корпуса шлифуется, чтобы удалить избыток клея и сделать окантовку вровень с корпусом.
КОНТРОЛЬ КОНТУРА КОРПУСА

Прежде, чем корпус отправится на установку грифа, он проходит контроль качества.

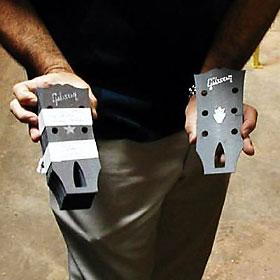
У гитар Gibson гриф вклеивается, а не привинчивается на болтах. Пятка грифа обтачивается так, чтобы точно совпадать с установочным гнездом.
УСТАНОВКА ГРИФА II

Гриф вставляется в корпус. Угол наклона грифа проверяется по специальному индикатору.
УСТАНОВКА ГРИФА III

После того как достигается плотная посадка под правильным углом, на пятку грифа и гнездо наносится клей, и гриф крепится к корпусу. Избыток клея стирается с корпуса. Гриф и корпус теперь составляют целую гитару.
УСТАНОВКА ГРИФА IV

Новорожденная гитара крепится к сушилке на полчаса, пока клей на стыке грифа и корпуса не высохнет.

Фрезеровальный станок с ЦПУ (цифровым программным управлением) делает гнезда для звукоснимателей и отверстия для установки бриджа и струнодержателя.

Лады выравниваются надфилем и проверяются линейкой.
ПОДГОТОВКА К ПОКРАСКЕ

Первым шагом к покраске и лакировке является шлифовка корпуса грубой шкуркой.

Дерево должно быть отшлифовано идеально, поскольку все недостатки проявятся при покраске.

Махагон – мягкое и пористое дерево, поэтому требуется грунтовка, которая впитывается в волокна древесины. Этот процесс готовит дерево к покраске, а также может изменить цвет древесины.

Избыток грунтовки удаляется с корпуса.

Перед тем как отправиться на окраску и лакировку, гитара проходит контроль качества.

Сплошные и прозрачные цвета наносятся в электростатической камере. Гитаре придается положительный заряд, а краске – отрицательный. Это позволяет равномерно наносить краску на весь корпус и гриф.

Перед тем как отправиться в камеру покраски верх и другие части гитары, которые не должны быть окрашены, покрываются пленкой.
НАНЕСЕНИЕ ОТТЕНКОВ II

Первый шаг в придании дополнительной окраски корпусу и грифу – нанесение краски на тыльную сторону гитары
НАНЕСЕНИЕ ОТТЕНКОВ III

Оттенки наносятся вручную, поэтому каждый санберстовый верх и каждая тыльная сторона с оттенком слегка отличаются от других того же цвета.

Очистка краски от окантовки – это тщательный и трудоемкий процесс .

Это единственный человек, и он мужчина, в цехе очистки фабрики Gibson USA.

Каждый работник делает себе собственный инструмент и работает по собственной методике. В цехе очистки также удаляется краска с верхнего порожка.
КОНТРОЛЬ КАЧЕСТВА ОКРАСКИ

На пункте контроля, происходит проверка окраски, прежде чем гитара пойдет в следующий цех.

После того, как гитара покрывается шестью или семью слоями лака, она шлифуется наждаком, чтобы выровнять лак. Это ликвидирует неровности, дающие эффект «апельсиновой корки».

Завершают процесс лакировки последние один-два слоя лака.
КОНТРОЛЬ КАЧЕСТВА ЛАКИРОВКИ

На выходе из цеха лакировки гитару ожидает еще один пункт контроля качества.

Перед полировкой гитары висят на просушке четыре-пять дней, чтобы лак полностью высох.

Удаляются следы лака, краски и грунта, которые случайно попадают на накладку грифа.

После того, как последний слой лака высыхает, покрытие полируется до красивого блеска.

Лады и накладка проходят финальную обработку. Лады полируются, а накладка пропитывается маслом.
КОНТРОЛЬ КАЧЕСТВА ПОЛИРОВКИ

Последняя проверка в конце процесса полировки, и гитара готова отправиться на завершающую сборку.
ЗАВЕРШАЮЩАЯ СБОРКА — ТЕМБРБЛОК

Завершающая сборка состоит из трех этапов: собственно сборка, отстройка и очистка. В зоне сборки переключатели и потенциометры паяются в готовые схемы тембрблоков.

Потенциометры ставятся внутрь и припаиваются к гнезду.
ПРОТОЧКА ГНЕЗД КОЛКОВ

В зоне сборки цеха завершающей сборки гнезда колков «протачиваются», чтобы удалить остатки лака и краски, которые могут помешать ровной, плотной установке колков.

На втором этапе завершающей сборки, после того как вся электроника и фурнитура установлены, на гитару ставят струны и отстраивают инструмент.

В «чистой» зоне цеха завершающей сборки устанавливается «пластик» — крышки тембрблока и крышки анкера, а гитара очищается от пыли, полировочного воска и отпечатков пальцев. Каждый работник цеха завершающей сборки расписывается в карточке осмотра, подтверждая качество и надежность.

Последний этап процесса – финальный осмотр. Здесь Benny Jones регулирует высоту звукоснимателей. Он тщательно проверяет всю гитару как с практической, так и эстетической стороны. Это последний этап, перед тем как гитара покинет фабрику Gibson и отправится в магазин.
Источник