Как делают фортепиано
Крайне привлекательный в своей подробности материал о том, как делают фортепиано. Специально для тех, кто хочет узнать кучу новых слов, посмотреть картинки с фабрики и порадоваться тому, что пианино не нужно собирать своими руками, как мебель из IKEA.
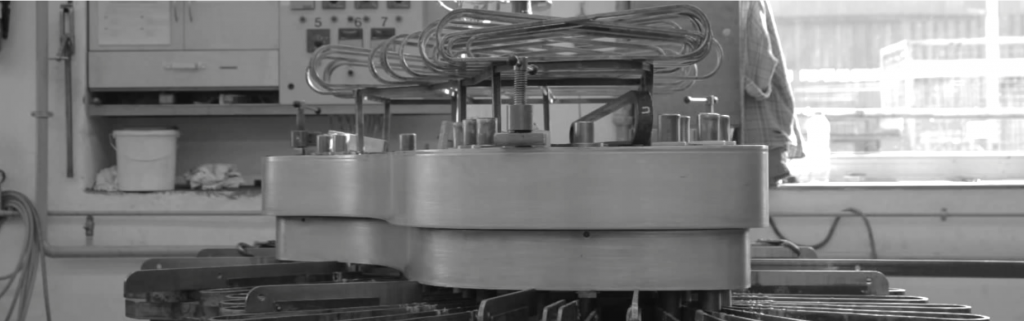
История фортепиано началось с мелкого ремесленного производства, но сейчас оно давно перестало существовать. В первой половине ХХ века в Европе насчитывалось несколько сотен небольших мастерских, в которых изготавливались инструменты небольшими сериями. Сегодня такой способ производства встречается только в виде исключения. Конкуренция стала настолько острой, что производители были вынуждены рационализировать производство с помощью высокопроизводительных станков.
Сегодня многие технологические процессы в производстве выполняются станками с цифровым программным управлением. Темп работы специалистов и рабочих высок. Этим достигается приемлемая цена продукции, в особенности, если покупатель рассчитывает на долгую полноценную жизнь приобретаемого пианино или рояля.

Дерево, которое звучит
Одним из важнейших материалов для изготовления фортепиано является древесина. Прежде всего, это ель, сосна и бук. Сорта твердой древесины выполняют поддерживающую и механическую функции: бук, граб, сосна часто выполняют роль конструкционной древесины, используются для изготовления футора (остов корпуса) инструмента, бук – (как и граб) также употребляется для изготовления вирбельбанка (колковой доски), постелей дек (кромка футора – место приклеивания деки), и различных частей механики. Упругие и эластичные сорта древесины, такие как ель, используются для изготовления резонансных дек, клавиш, штульрам и клавиатурных рам.



Древесина берется из экологически чистых хозяйств. Специалисты проводят тщательный контроль материалов, выбирая сорта древесины исходя из ее качества и долговечности. Дерево это основной материал из которого изготавливаются будущие рояли и пианино, и он представляет собой высокоценный материал незаменимый в производстве музыкальных инструментов. Ему уделяют особое внимание, и в конечном итоге это внимание окупается сполна качеством музыкальных инструментов.
Дека – сердце музыкального инструмента, поскольку именно она рождает и проецирует звук. С давних времен в качестве древесины для изготовления дек смычковых инструментов, гитар, клавесинов используется ель. Эта же традиция поддерживается и в фортепианостроении. Дека в рояле изготавливается из самых ценных пород ели (обычно это европейская горная ель).
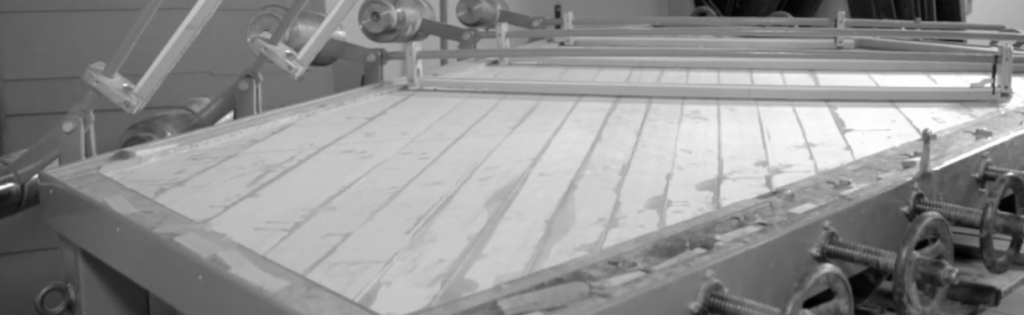
После тщательного отбора древесина очень медленно и осторожно обрабатывается в климатических камерах, чтобы после процесса склеивания готовой резонансной деки с рипками было создано определённое напряжение, которое будет способствовать большей отзывчивости деки.
Необходимый размер деки получается за счет склеивания дощечек ели шириной от 8 до 12 см, толщиной 1 см.

Пред склеиванием края дощечек вручную идеально подгоняют друг к другу.
Склеивание выполняется, с помощью специальных струбцин.

Рипки представляют собой ребра жесткости (нем. Rippe – ребро), расположенные поперек волокон деки.
Рипки изготавливаются из такого же материала что и дека. Они служат, с одной стороны, для распределения энергии колебаний по всей площади резонансной деки, а с другой стороны, – для увеличения жёсткости деки, обеспечивая сопротивляемость натяжению струн. Рипки застругиваются по приклеиваемым поверхностям дугообразно, чтобы предать деке купольность, и сужаются к концам, чтобы предать ей эластичность.
Каждая фортепианная фирма имеет собственную технологию изготовления резонансных дек, отличия при этом могут касаться всех основных параметров деки (форма, величина выпуклости деки, ее толщина, организация рипок, и т.д.).
Другой составной частью фортепиано представляющей большую важность для его звучания является т.н. штег (нем. Steg – мостик), посредством которого колебание струн передается деке.

Их конструкция и качество решающим образом влияют на качество звучания инструмента.
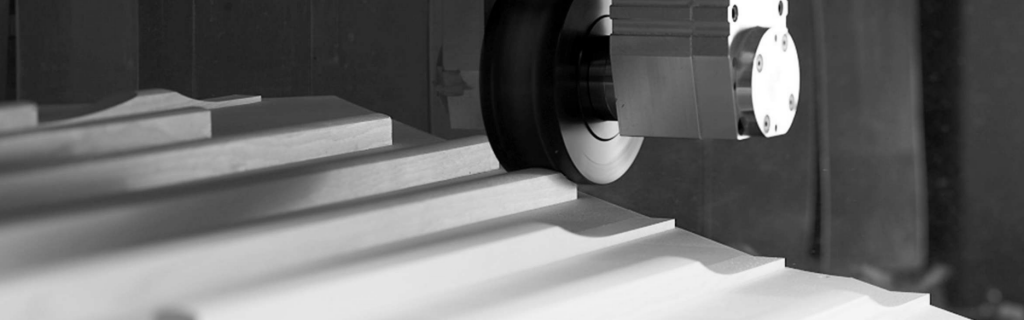
Штег может быть изготовлен как из массивной древесины, так и из многослойной. Дискантовые и басовые штеги фрезеруются, в них сверлятся отверстия для штифтов, делаются специальные фаски (в большинстве фирм эта работа проделывается опытными мастерами вручную), после чего устанавливаются штифты, и штег приклеивается к деке с рипками.



После того как просохнут клеевые швы, следующим этапом завершающим изготовление деки становиться ее лакировка.
В дальнейшем дека будет приклеена к футору инструмента.
Футор
Футор (на нем. Rast) представляет собой стабильную деревянную основу инструмента, состоящую из опорной рамы, шпрейцев футора (массивные распорки), горизонтальных и вертикальных брусков. Служит опорой для деки и поддерживает чугунную раму.

Футор рояля изготавливается из целой кипы (порядка 10) тонких (толщиной 3-5 мм) слоёв, полученных из прочных сортов отборной древесины (как правило, из бука), которые покрываются клеем и перемещаются в специальный пресс, где им в течение нескольких часов придается необходимая форма, так называемая крыловидная форма — конечная форма рояля.
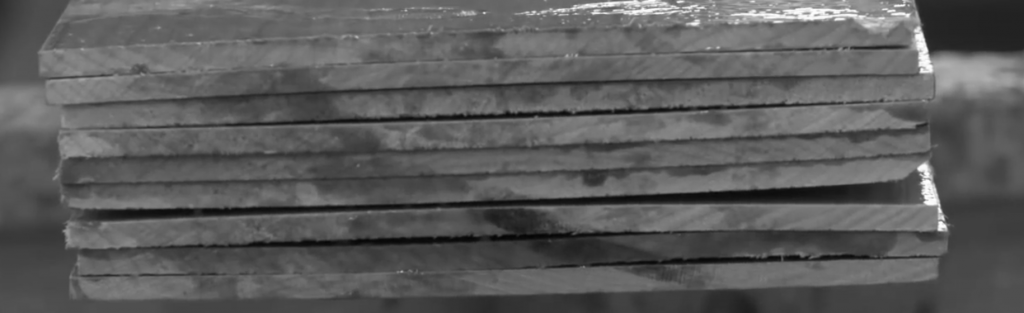



По такому же принципу изготовляется наружная стенка корпуса рояля (обечайка), которая в дальнейшем приклеивается поверх футора. Разница будет заключаться в используемом материале (преимущественно, это красное дерево), и в ширине слоев (обечайка значительно шире). Правда, некоторые фирмы объединяют эти два этапа в один, сразу склеивая шпон опорной рамы футора и наружной стенки, чередуя разные породы древесины.
Футор соединяют с поперечным бруском корпуса – поперечная часть футора, соединяющая басы с участком дисканта. Ее изготавливают из цельного бука в сочетании со слоями сосновой древесины, что создает разнообразие частот способствующих благозвучию рояля. Эта составная часть также важна для обеспечения упругости деки.
Все остальные части относящиеся к футору собираются и склеиваются в этом месте.

Деревянные распорки, так называемые шпрейцы (нем. Spreize – распорка), при помощи шиповых соединений «ласточкин хвост» соединяются с футором, клеевые швы дополнительно поддерживаются штырями, установленными под нужными углами. Распорки обычно сходятся в одном месте поперечного бруска. В результате получается монолитная структура стабилизирующая напряжение и натяжение струн инструмента.
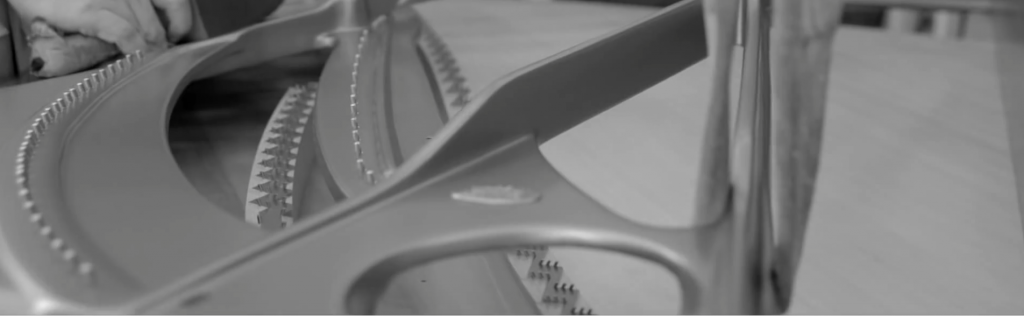
Чугунная рама одна из важных составных частей рояля, основная функция которой заключается в том, чтобы принимать на себя суммарное натяжения струн инструмента, которое в рояле может превышать 20 тонн.

Чугунные рамы отливают в песчаных формах и конструируют для конкретных диапазонов частот, улучшая общий диапазон звуковой гаммы. Серый чугун дает одновременно прочность и при давлении и при изгибах формы, благодаря чему инструмент приобретает стабильность, а также базовою звуковую окраску.
Работа над рамой проходит через много стадий. После просверливания отверстий для вирбелей и других деталей, обработки на фрезеровочном станке, производится бронзирование рамы рояля золотистым тоном, что достигается за счет тщательной зачистки шлифовальной шкуркой и нанесения лака тончайшим слоем.


Аграфы, рамные штифты, производимые из высококачественных материалов, во время тонких и требующих огромного мастерства производственных процессов определяют продолжительность звучания струн.
После того как на футор наклеивается резонансная дека раму прикрепляют к деке. Конструкция, состоящая из футора, резонансной деки и чугунной рамы, образуют жизненно важное ядро рояля.
В отдельном цехе производится лакирование поверхности корпуса рояля.

Полиэфирный лак распыляется определенным количеством слоев, после многочисленных периодов акклиматизации и зачистки мелкой шлифовальной шкуркой, лак превращается в твердую и блестящую полировку, которая радует глаз, и в тоже время такая поверхность служит для проецирования высоких частот звука.


На следующем этапе производятся роботы по наложению струн инструмента и его настройки.
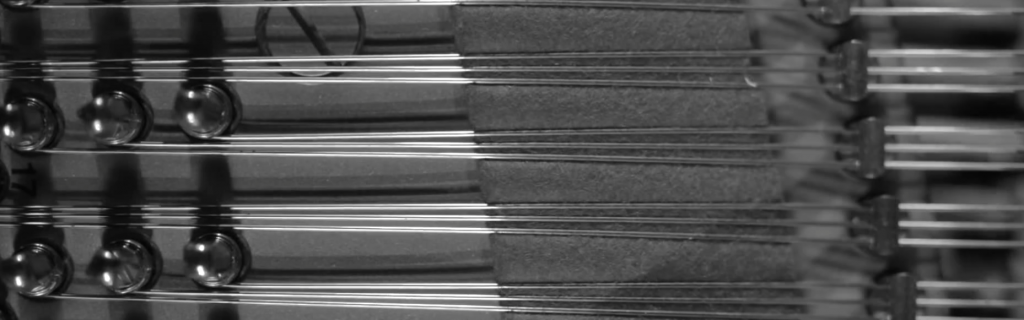
Струны

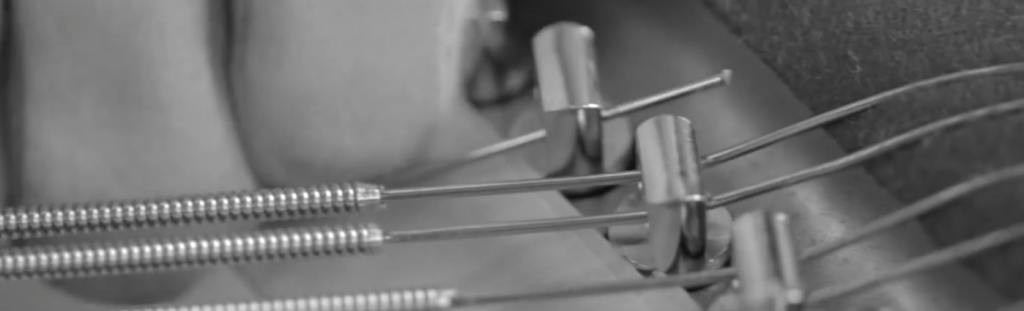

Струны, проходя через штег, одним концом закрепляются на рамном штифте, другим на настроечном колке (вирбеле).

Струны со стальной сердцевиной и медной обмоткой предназначены для нижних регистров или басовой секции.

Навивка басовых струн представляет собой настоящее искусство, требующее большой опыт и немалую сноровку.

Гладкие струны используются в среднем и дискантовом регистрах, где каждый звук состоит из трех отдельных струн.
Каждый регистр обладает своим собственным характером звука своими оттенками и неповторимой тонкостью. Каждый регистр это богатый и яркий звуковой спектр.
Точность вращения настроечного колка и его крутящий момент имеют решающее значение для качества настройки. Неоднократные настройки инструмента, производимые в процессе изготовления, приводят в конечном итоге к стабильности строя.

Клавиатура
Клавиатура – сложный рычажный механизм, состоящий из молотков, демпферов и клавиш, служащий для воспроизведения звука. В общей сложности это тысячи отдельных деталей рояля. Установка этого механизма относится к числу сугубо индивидуальных специальных настроек, разработанных для точности и тонкости воспроизведения звука.

Не все детали механики производятся на самих фабриках, многие закупаются в виде полуфабрикатов, сделанных по точным и жестким техническим требованиям фирм. Они проходят контроль и подвергаются дальнейшей более точной обработке и приобретают окончательный вид. После проведения сборки соответствующей требованиям каждого определенного инструмента, в конечном счете, получается точный игровой механизм.
Каждая клавиша рояля, а также каждая деталь молоточкового механизма подвергаются точному юстированию как для индивидуальной работы, так и для работы деталей друг с другом, это относится и к весу каждой клавиши и к давлению клавиш. Каждая отдельная деталь подпадает под стандарты качества фортепианной фабрики. Здесь идет речь не просто о точности до миллиметра, а фактически до долей миллиметра.



Данная работа должна производиться вручную. На этот процесс отводится многие часы, он повторяется неоднократно для того, чтобы, в конечном счете, исполнитель имел в своем распоряжении точный механизм, который прослужит ему многие годы. Качество и стабильность дают возможность для исполнения любого репертуара, используя всю палитру звуковых оттенков фортепиано.
Сборка
В цехе корпусных деталей происходит изготовление внешних элементов фортепиано, и их сборка.
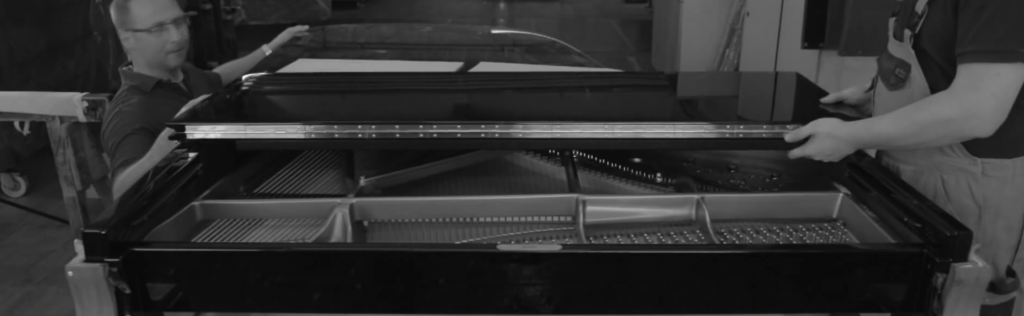
Все съемные детали корпуса вставляются в инструмент только в самом конце производственного процесса: этим уменьшается риск их повреждения.
Интонировка
После того как была неоднократно проведена настройка струн рояля и они приобрели устойчивость, необходимо проанализировать каждый звук. Молоточку, который с ним связан, должна быть придана нужная форма. Необходимо исследовать, раскрыть и заставить работать весь потенциал резонансной деки и каждого молоточка. Этот процесс получил название интонировки.


Интонировка – это сообщение головке молоточка правильной формы, размера и плотности. Данный процесс подразумевает придание звуку фортепиано строго определенной интонации с учетом всех потребностей и возможностей человеческого уха. Интонировка требует времени. Иначе есть риск, что предыдущие труды окажутся напрасными.

На последнем этапе инструменты собираются и упаковываются для транспортировки.
12 000 частей
На самом деле это было очень краткое описание того, как делают фортепиано. Нужно понимать, что между этапами технологической цепочки каждый инструмент находится какое-то время в покое, созревает, что называется. Производство рояля может длиться больше года. В процессе создания инструмента состоящего в общей сложности из 12 000 частей и деталей, может быть задействовано порядка 200 мастеров, инструмент в итоге проходит около 20 полных стадий проверки.
Также нужно отметить, что в современном фортепианном производстве отчетливо выражено стремление собирать инструменты из уже готовых частей. Комплектующие закупаются, проходят дополнительную обработку и монтируются. Лишь немногие фирмы, те что принадлежат к числу мировых лидеров, могут позволить себе производство фортепиано почти полностью на базе своих фабрик.
Видео о суровых трудовых буднях работников фабрики Steinway&Sons, фотографии с производства которой использовались в качестве иллюстраций этого материала.
Источник