Как сделать простой гриф для гитары
Для изготовления гитарного грифа используют древесину красного дерева, клена, березы и т.п. Особые требования предъявляют к сушке заготовок. Предпочтение отдают материалу с многолетней выдержкой в условиях жилого помещения или чердака жилого дома. Недопустимы никакие дефекты древесины в заготовках грифа.
Наиболее сложными участками являются зоны перехода ручки грифа в пятку и головку. Здесь очень сложно определить какие-либо контрольные точки или применить шаблоны. В этих местах обработка грифа целиком и полностью зависит от опыта и вкуса мастера.


На рис. 1,а изображен эскиз заготовки грифа. По плоскости симметрии производят распил и одну половинку заготовки разворачивают относительно другой на 180° (рис. 1, б). Плоскость распила фугуют и склеивают казеиновым клеем. Эта операция позволяет несколько увеличить жесткость будущего грифа.

На рис. 2, а изображен эскиз заготовки пятки грифа, а на рис. 2,б — эскиз заготовки головки грифа. Эти детали делают из той же породы древесины (а лучше и из той же доски), что и заготовка ручки грифа. Пятку можно склеивать по высоте из 2—3 деталей. Размер заготовки головки грифа определяют по выбранному рисунку, который в свою очередь зависит от применяемой механики. Высоту заготовки головки грифа делают больше ширины планки механики на 2 мм.

Склеенную заготовку ручки грифа фугуют до толщины 20 мм и производят разметку (рис. 3). По этой же схеме производят и склейку заготовки грифа. Линией основного контура изображена заготовка грифа после опиливания излишков. На циркулярной пиле или широкой лучковой пилой полученную заготовку распиливают вдоль продольной оси на две равные половины. Распил проходит по клеевому соединению заготовки ручки. Плоскость распила обеих половинок тщательно фугуют и по ним, как по шаблону, вырезают из шпона прослойки для украшения грифа. Рисунок прослоек повторяет рисунок жилок, вклеенных в дно корпуса гитары. Отфугованные поверхности задирают цинубелем и, нанеся казеиновый клей на все склеиваемые поверхности, затягивают 5—6 струбцинами до появления клея в швах.
Черновую обработку грифа начинают с ручки. Ширину ручки доводят до 52 мм у порожка и 60 мм в зоне 12-го лада. В эти размеры входят и припуски на чистовую обработку (припуски составляют 1 мм на сторону).
Головку грифа опиливают по шаблону с запасом 1 мм на чистовую обработку. Намечают расположение механики и сверлят под нее отверстия диаметром, равным диаметру колонки механики. Затем сверлят отверстия в окнах головки и тонкой пилкой пропиливают профиль окон. Рашпилем зачищают неровности пропилов.

Обработку пятки грифа начинают с первого пропила окружонкой (рис. 4, а). Этот пропил формирует профиль будущей пятки грифа. Вторым и третьим пропилом окружонки (рис. 4,б) снимают излишки с боков пятки. Пятку вчерне обрабатывают широкой стамеской толщиной 4 мм. Приемы работы этой стамеской рассмотрены на аналогичных операциях в изготовлении балалайки, а требуемая поверхность схематично изображена на рис. 4, в.


Изготовление шипового соединения грифа с корпусом начинают с изготовления шипа. Общий вид и размеры шипа на пятке грифа изображены на рис. 5 а, б. Полукруглым рашпилем опорную поверхность пятки (см. рис. 5,б) подгоняют под профиль обечайки корпуса. Шип выполняют строго симметрично относительно осей грифа. Также симметрично прорезают гнездо под шип в верхнем клеце. Схема гнезда под шип изображена на рис. 6. Заштрихованная зона боковых граней может быть пропилена мелкозубой пилкой. Остальную обработку гнезда ведут стамеской и резаком.
.Подогнанный шип с усилием входит в свое гнездо до конца. При этом следят за соосностью корпуса и грифа, гриф с декой также должны лежать в одной плоскости. Отклонения исправляют маленькими клинышками в зоне шипа.
Казеиновый клей наносят на шип и в его гнездо и соединяют их. Если шип с клеем не доходит до конца, то его вдавливают струбциной.
На круговом рейсмусе резец выставляют на радиус 41 мм и прорезают резонаторное (звуковое) отверстие в деке гитары.

Эскиз накладки грифа гитары и способы оформления нижней ее кромки изображены на рис. 7. Материалом накладки обычно является черное дерево, палисандр, прокрашенный граб и т. п. Приклеивают накладку с помощью четырех струбцин, одна из которых через звуковое отверстие прижимает накладку к деке.
Приклеенная строго по оси накладка является ориентиром для обработки грифа. После того как накладка отфугована, толщину грифа выдерживают в пределах 22—23 мм у порожка и 25—27 мм в зоне 9-го лада.
Заканчивают обработку ручки грифа напильниками по металлу с крупной насечкой различного профиля. Затем поверхность грифа циклюют и зачищают наждачной бумагой.
Распрямленный кусок ладовой проволоки держат в левой руке. Смазывают ножку ладовой проволоки жидким клеем и забивают молотком в пропиленные пазы. Если ножка с трудом входит в пропил, его слегка расширяют пилкой. При слишком свободном пропиле прибегают к шпаклевке из опилок и жидкого клея. Излишки проволоки откусывают кусачками. Особую осторожность следует проявлять при забивке ладов в нижней части накладки, приклеенной к деке. Здесь удары молотком должны быть легкими, чтобы не повредить деку.

Процесс обработки ладов называется закаткой. Начинают закатку с зачистки торцов ладовой проволоки, выступающих с боков грифа. Делают это напильником по металлу с крупной насечкой. Движения напильника должны быть такими, чтобы на концах ладов не было заусенцев, а сами концы были закруглены (рис. 8, а). Затем все лады выравнивают тем же напильником по высоте. Для этого напильник кладут на лады и, прижав рукой, двигают вдоль грифа. Этот процесс продолжают до тех пор, пока следы напильника не будут заметны на всех ладах и по всей их длине. Иногда эту работу называют фуговкой ладов. Таким образом получают площадку 3, изображенную на профиле ладовой проволоки (рис. 8, б). Плоскости 1 и 2 получаются от стачивания напильником боков каждого лада. Закругляют трапециевидный профиль 4 ладов с помощью специального напильника. Концы ладовой проволоки, выходящие на бока ручки грифа обтачивают надфилями, добиваясь формы, изображенной на модели рис. 8, в. Завершают обработку ладов шлифовальной шкуркой, притирая каждый лад в отдельности, а затем все вместе.
Если смотреть со стороны подставки вдоль поверхности накладки, то лады должны сливаться в одну полосу без темных и светлых пятен. На ощупь лады не должны иметь острых зазубрин и неровностей.
Точки на грифе гитары иногда ставят перед 5, 7, 10 и 12-й ладовыми пластинами. В основном на хороших гитарах их вклеивают в ручку сбоку или вообще отсутствуют.
Нередко в «совковых» гитарах гриф соединяют с корпусом гитары с помощью винта, что не является технологически сложным, но этот способ крепления не совсем пригоден в эстетическом плане для высококачественного инструмента.
Источник
Гитаростроение
|       Автор: Jhav       Дата публикации: 23 февраля 2012 г. |
Гриф – важнейшая часть цельнокорпусной гитары, он более значим для звука, чем в случае акустической гитары.
П очему? Любой музыкальный инструмент состоит условно из двух компонентов – звукообразующего и резонирующего. Эти компоненты объединены в колебательную систему, конструкция которой определяет звучание инструмента. Звукообразующий компонент для струнных инструментов – струна. Резонатор – компонент (система компонентов), естественным образом «усиливающий» колебания звукообразующего компонента. Роль резонатора акустических гитар играет система дек, а гриф служит, в основном, для интонирования (хотя совсем исключать его влияние из колебательного контура, конечно, нельзя).
У цельнокорпусных электрогитар отсутствует система дек, по сути это просто доска (вернее, две доски). То есть роль резонатора играет весь инструмент, и роль грифа в звучании возрастает. Гриф весит меньше корпуса, соответственно струне проще его «раскачать». Из своего опыта могу сказать, что гриф задает характер звучания инструмента, корпус же играет роль акустического «фильтра». То есть, гитары с корпусами из белого ясеня и махагона с кленовыми грифами будут звучать очень похоже по динамике и обертонам, однако махагоновый корпус «отфильтрует» верхние частоты, так как махагон наиболее отзывчив в средних частотах, и такой инструмент будет звучать мягче ясеневого. Болотный ясень звучит как махагон, но с меньшим количеством обертонов и с чуть большим количеством верхних частот.
При изготовлении грифа надо учитывать, что толщина его сильно влияет на резонансную частоту. Чем тоньше гриф, тем ниже резонансная частота. Излишне тонкий гриф может сделать инструмент «бубнящим». К тому же тонкие (19 мм у первого лада) грифы могут быть нестабильны в плане строя. Если вы хотите себе тонкий гриф, то его необходимо усиливать вставками из углепластика. Я предпочитаю делать относительно толстые грифы (21-21.5 мм у первого лада — стандарт для «стратов»), а эргономику настраивать профилем. На серийном производстве профиль грифа выводят специальной фрезой, в условиях мастерской же профиль делается вручную, что предоставляет больше свободы в точной «настройке» грифа под руку заказчика. Человеческое восприятие устроено так, что удобный инструмент субъективно звучит лучше неудобного.
Итак, начнем. Нам потребуется кленовая заготовка для грифа длиной около 700 мм, шириной 90-100 мм и толщиной 20-25мм. Главное требование – прямослойность волокон по всей длине. Допускаются незначительные свили. Еще лучше, если распил доски будет «чистым», то есть волокна будут перпендикулярны или параллельны плоскости грифа. Заготовка для накладки грифа из палисандра 500х60х7-8мм. Первое, что необходимо сделать – прострогать заготовку грифа таким образом, чтобы она стала идеально плоской. После этого крепим саморезами шаблоны накладки и головы грифа на заготовке. Технологические отверстия для крепления попадают в канал для анкера и будущие отверстия под колки. Длина саморезов на шейке грифа должна быть равна глубине канала под анкер – не более 9 мм! Помните, что слишком длинные саморезы могут привести к сквозному «ранению» грифа! Поступаем в точности как с корпусом – обводим по контуру, снимаем шаблоны и выпиливаем с запасом.

Вновь крепим шаблоны и фрезеруем гриф фрезой с подшипником на хвостовике.


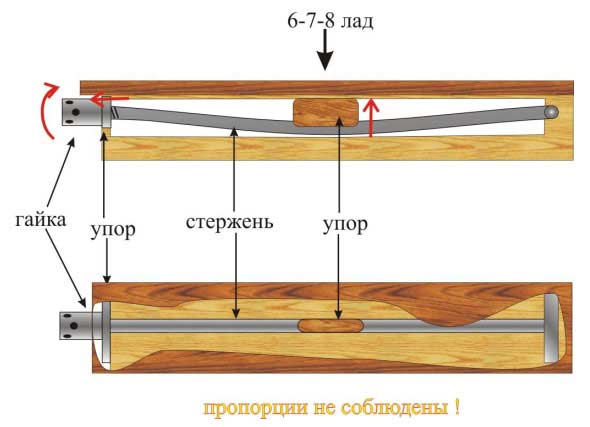
Теперь нужно сделать канал под анкер. Существует несколько конструкций анкеров, но самые распространенные – классический компрессионный и двойной. Классический представляет собой выгнутый прут диаметром 5 мм с резьбой на конце. На этом сайте есть статья по изготовлению гитар, там присутствует такая иллюстрация, изображающая классический анкер.
Это из разряда «не повторяйте!».
Если решите ставить в свой гриф классический анкер, сделайте упор (лонжерон) длиной с анкер. Если упор сделать как на рисунке, то это приведет к тому, что гриф будет гнуться «волнами» — в районе 6-8 лада будет горб, слева и справа от него – ямы. Если упор будет повторять изгиб анкера и иметь такую же длину, тогда гриф будет гнуться «правильнее» и равномернее.
Вообще, я предлагаю отказаться от данного типа анкеров по нескольким причинам. Во-первых, надо делать паз переменной длины. Во-вторых, надо изготовить точный лонжерон. В-третьих, упор гайки постепенно продавливает дерево. В-четвертых, регулируется он не очень плавно, а резьба испытывает сильные напряжения и часто ее срывает. Из-за малой жесткости (относительно двойного анкера), и из-за того, что анкер гнется «об гриф», последний не так стабилен и анкер приходится настраивать чаще.
Лучше ставить современный двойной анкер. Он жестче классического, гнется сам об себя, под него фрезеруется обычный прямой паз. Плюс ко всему, существуют анкера двойного действия, позволяющие гнуть гриф в обе стороны, что бывает необходимо, если гриф сам по себе жесткий, а гитарист любит тонкие струны и большой прогиб. Именно такой анкер я использовал в этом проекте.
Для фрезеровки канала я использую простое приспособление из ДСП и двух алюминиевых направляющих. Платформа фрезера зажимается между двумя направляющими, а гриф крепится по центру приспособления. Для фрезеровки канала нужно использовать прямую пазовую фрезу диаметром 6 мм. Глубина фрезеровки – 9 мм примерно. Фрезеровать необходимо за 2-3 прохода. Располагать анкер в грифе необходимо таким образом, чтобы он располагался точно под нулевым ладом.

После этого необходимо профрезеровать паз под гайку. Глубина фрезеровки в этом месте – 12 мм, диаметр гайки – около 9 мм.

После этого примеряем анкер. Важно, чтобы он не выступал над грифом и не был ниже плоскости. В первом случае необходимо углубить паз, во втором – немного сострогать поверхность грифа. Центр анкера обычно немного «проседает» внутрь. Однако края должны быть точно на уровне поверхности или ниже не более чем на 0.1 мм. Чем точнее лежит анкер в пазу, тем равномернее он будет давить на накладку, тем равномернее будет гнуться гриф.

Идем дальше. Нужно снять лишнюю толщину с головы грифа. Толщина головы грифа 12-14 мм. Снимаем массив фрезером и сверлим отверстие диаметром 8 мм, под углом, целясь в канал анкера.

Следующий этап – приклеивание накладки. Заготовка накладки должны быть шире грифа. Накладку нужно выровнять таким образом, чтобы она прижималась к поверхности грифа пальцами без больших усилий. Щелей между накладкой и грифом быть не должно. Если щель есть, необходимо установить причину – проверить ровность грифа и накладки, прикладывая линейку перпендикулярно. Иногда бывает так, что анкер укладывается слишком туго в канал и немного «распирает» гриф. В этом случае канал надо расширить плоским напильником. Перед склейкой необходимо стянуть накладку и гриф струбцинами и удостовериться в отсутствии щелей. Если все хорошо, то наносим клей и стягиваем струбцинами. Сначала по краям, чтобы накладка не «ползла», затем последовательно от головы грифа к пятке (или наоборот). После прикручивания третьей струбцины, струбцина на пятке ослабляется и затягивается последней. Это необходимо, чтобы исключить «горбы» накладки при склейке.
В данном случае у меня все прилегало идеально и мне хватило четырех струбцин и куска фанеры. Иногда их требуется гораздо больше. Но не пытайтесь струбцинами убрать щели, лучше максимально точно подогнать детали. Большого давления не требуется, чтобы не выдавить весь клей. Много клея наносить не нужно. Я наношу клей резиновым шпателем – получается равномерный слой. Если из склейки клей выступил мелкими шариками равномерно по всем длине – все сделано правильно.

В таком состоянии я оставляю гриф на ночь. Утром можно снять струбцины и отфрезеровать накладку, упирая подшипник фрезы в гриф.

После этого необходимо плоским бруском со шкуркой выровнять края грифа в районе пятки. С помощью уголка необходимо следить за ровностью и перпендикулярностью сторон.
Следующий этап – разметка грифа. Я для этого использую шаблон из двухмиллиметровой стали, вырезанный лазером. Прикручиваю шаблон струбцинами к грифу и большим канцелярским ножом прочерчиваю линии через прорези. Это необходимо сделать несколько раз. Важно не прикладывать больших усилий при первом «штрихе», иначе острый нож может увести «по волокну». Потом я смещаю шаблон на 0.5 мм и повторяю операцию. Получаются канавки толщиной 0.5 мм, куда идеально встает пилка для ладов.


Подобную пилку можно купить в строительном магазине, главное, чтобы толщина полотна была 0.5 мм. Нужно только на наковальне деревянным молотком убрать развод пилы. Перпендикулярность пропилов я контролирую уголком.
Есть более простой, но дорогой способ – специальные стусла. Вот, например, такое решение от Stewmac:

В этом случае пропилы делаются до приклейки накладки к грифу, что немного меняет процесс.
Итак, пропилы сделаны, теперь необходимо поставить инкрустацию. Я использую пластиковую инкрустацию диаметром 6 мм. Нужно просто просверлить неглубокие отверстия в накладке и вклеить «точки». Боковые маркеры диаметром 2 мм устанавливаются так же – сверлим отверстие, наливаем туда суперклей и вставляем прут маркера. Ничего сложного.
Следующий серьезный этап – профиль грифа. Первое, что нужно сделать – снять лишнее количество дерева с задней части, начиная от 1-го лада и заканчивая в районе 14/15-го лада. Толщина должна быть около 22-25 мм соответственно. Запас нам нужен, потом мы его уберем при выведении профиля.
Рашпилем и напильником делаем примерный профиль у головы и пятки грифа. Не пытайтесь сразу сделать гриф круглым – очень сложно контролировать ровность и симметрию. Делайте профиль по методы «призмы».


Оставшийся участок сострагиваем рубанком, также следя за симметрией и ровностью образующих. В самом конце обработки сошлифовываем уже брусом со шкуркой.

Переходы в голову грифа и пятку я делаю ножом от рубанка, затем окончательно вывожу шкуркой.
Последнее, что мы сделаем сегодня, – профиль (радиус) накладки. Проще всего его сделать радиусным бруском – одна из его поверхностей имеет радиус накладки.

На двусторонний скотч наклеивается грубая шкурка, и движениями вдоль накладки выводится радиус. Для контроля необходимо начертить карандашом центральную линию. Необходимо также помнить, что с пятки грифа древесина снимает медленнее, так как площадь пятки больше. Закончив с радиусом, необходимо проверить ровность накладки. Я делаю это при помощи нитки. Проверив – отшлифуйте накладку до исчезновения царапин более мелкой шкуркой, потом еще более мелко. Остановиться можно на 500-м номере абразива (для палисандра).
Вот и все на сегодня. В заключение примерим гриф и корпус друг к другу, чтобы порадоваться за себя (да, я знаю что сделал это раньше).

В следующей статье – самая сложная и кропотливая часть работы – установка ладов, сверление последних отверстий и «косметика».
- Делаем «страт». Часть 1. Корпус
- Делаем «страт». Часть 3. Лады
- Делаем «страт». Часть 4. Окончательная сборка
При использовании данной статьи на других Интернет-ресурсах указание автора и прямая ссылка на guitar.ru обязательна!
| 23.02.12 | Автор: Имя админа |  | |||||
|


14.02.2014, Jhav
Что значил долго? Автоакрил 12 часов до шлифовки. Полную прочность он, правда, около месяца набирает, но куда торопиться.
Источник