- 5М150 Станок зубодолбежный вертикальный полуавтомат схемы, описание, характеристики
- Сведения о производителе зубодолбежного полуавтомата 5М150
- Станки, выпускаемые Клинским станкостроительным заводом, КСЗ
- 5М150 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
- Нарезание цилиндрических колес на зубодолбежных станках
- Образование профиля зубьев при нарезании долбяком
- Обкатка профиля зубьев колеса профилями зубьев долбяка
- Принципиальная схема механизма вращения заготовки и движения долбяка
- Габариты рабочего пространства зубодолбежного полуавтомата 5М150
- Посадочные и присоединительные базы. Чертеж конца шпинделя зубодолбежного полуавтомата 5М150
- Общий вид и общее устройство станка 5М150
- Кинематическая структура зубодолбежного станка 5м150
- Расположение основных узлов зубодолбежного станка 5м150
- Спецификация составных частей зубофрезерного полуавтомата 53А20
- Расположение подшипников зубодолбежного станка 5м150
- Кинематическая схема зубодолбежного станка 5м150
- Рабочие формообразующие движения:
- Вспомогательные движения:
- Наладочные движения:
- Вращение шпинделя с долбяком
- Гидросхема зубодолбежного станка 5м150
- Электрооборудование станка
- Сведения о системе питания электрооборудования и указания по используемым в электрооборудовании напряжениям
- Первоначальный пуск полуавтомата 5м150
- Описание режимов работы электрической схемы
- Полуавтоматический режим:
- Режим наладки:
- Установочный чертеж зубодолбежного полуавтомата 5М150
5М150 Станок зубодолбежный вертикальный полуавтомат
схемы, описание, характеристики

Сведения о производителе зубодолбежного полуавтомата 5М150
Производитель вертикального зубодолбежного полуавтомата 5М150, 5М150П Клинский станкостроительный завод, КСЗ, основанный в 1897 году.
Станки, выпускаемые Клинским станкостроительным заводом, КСЗ
5М150 Станок вертикальный зубодолбежный универсальный полуавтомат. Назначение и область применения
Зубодолбежный станок 5М150 заменил в производстве модель 5В150.
Универсальный зубодолбежный станок полуавтомат 5М150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни) в условиях единичного и серийного производства.
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины; ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Зубодолбежный станок 5М150 работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок 5М150 может работать как по однопроходному, так и по двухпроходному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке можно нарезать косозубые колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
Стол зубодолбежного станка 5М150 может перемещаться по горизонтальным направляющим станины, осуществляя при этом:
- Ускоренное перемещение от отдельного привода для ориентировочной установки в исходное положение
- Замедленное перемещение от руки для точной установки в исходное положение и для врезания долбяка в заготовку
- Механическое перемещение (радиальная подача) для врезания долбяка в заготовку на заданную глубину
Обработка зубьев производится зуборезным долбяком, закрепленным на шпинделе и совершающим возвратно-поступательное движение, одновременно обкатываясь с нарезаемым колесом, как пара колес, находящихся в зацеплении.
Полуавтомат работает по следующему циклу:
- ускоренный подвод заготовки в зону резания
- обработка зубьев за 1—2—3 прохода с автоматической сменой режимов после каждого прохода
- вывод долбяка в верхнее положение
- ускоренный отвод стола в исходное положение
При установке на суппорте специальных винтовых направляющих, изготовляемых по техническому заданию заказчика, полуавтомат может обрабатывать косозубые колеса. По согласованию с заказчиком полуавтомат может комплектоваться приспособлением для закрепления детали подъемником для установки крупных деталей.
Класс точности полуавтомата — Н по ГОСТ 8—77. Шероховатость обработанной поверхности три чистовом проходе Ra 1,6 мкм.
Категория качества — высшая.
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес по ГОСТ 1643—72 не ниже 7-й степени точности.
Нарезание цилиндрических колес на зубодолбежных станках
Образование профиля зубьев при нарезании долбяком
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса — долбяком, у которого одна торцовая плоскость служит для опоры при закреплении на станке, а на второй имеются режущие кромки.
Обкатка профиля зубьев колеса профилями зубьев долбяка

- профиль зуба долбяка
- профиль нарезаемого зуба колеса
- срезаемый слой металла за один ход долбяка
Зубья колеса нарезают долбяком по методу обкатки, профили зубьев долбяка не совпадают с профилями нарезаемых зубьев, хотя их и выполняют по эвольвенте. Поэтому одним и тем же долбяком данного модуля можно нарезать колеса с разными числами зубьев. Обкатка осуществляется при последовательном положении профилей зубьев долбяка относительно профилей нарезаемых зубьев колеса в процессе их зацепления, пока они находятся в контакте. При обкатке долбяк и заготовка должны вращаться вокруг своих осей, как два зубчатых колеса в зацеплении. При нарезании колес с внешними зубьями они вращаются в разные стороны; при нарезании внутренних зубьев — в одну сторону. Передаточное отношение чисел оборотов долбяка и колеса в зависимости от числа зубьев их выражается отношением:
Для прорезания зубьев в заготовке долбяк, кроме вращательного движения в зацеплении с заготовкой, должен совершать и поступательное движение, параллельное оси заготовки, тогда передние режущие кромки долбяка будут вырезать (долбить) впадины между зубьями заготовки и одновременно выполнять обкатку.
Для нарезания зубьев колеса на необходимую глубину нужно, чтобы зубья долбяка в процессе резания проходили между зубьями заготовки на этой глубине. Сразу установить долбяк на требуемую глубину нельзя, поэтому вначале происходит врезание при вращении заготовки и долбяка с постепенной радиальной подачей долбяка в направлении глубины зубьев (пока зубья его не врежутся на необходимую глубину).
После рабочего хода долбяк поступательно возвращается в исходное положение. Чтобы зубья долбяка не терлись об обработанные поверхности, заготовка вместе со столом отодвигается от долбяка, а в начале следующего рабочего хода опять придвигается.
В некоторых станках отодвигается долбяк, а заготовка не изменяет своего положения.
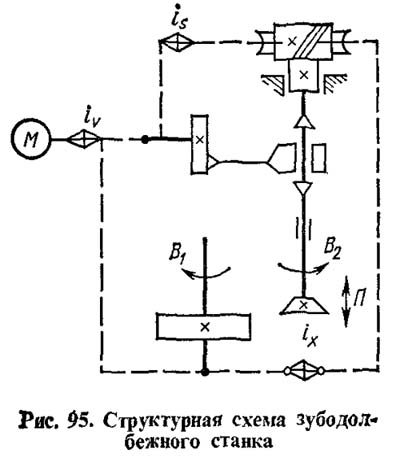
Принципиальная схема механизма вращения заготовки и движения долбяка

Таким образом, в процессе зубодолбления станок должен иметь следующие движения (указаны стрелками):
- возвратно-поступательное движение х и р в вертикальном направлении параллельно оси заготовки (главное движение резания)
- согласованные вращения v долбяка и стола, осуществляющие обкатку
- движение s врезания долбяка на глубину нарезаемых зубьев — радиальная подача
- колебательное движение sk стола — для отвода стола от долбяка и подвода к нему
Габариты рабочего пространства зубодолбежного полуавтомата 5М150

Габаритные размеры рабочего пространства станка 5м150
Посадочные и присоединительные базы. Чертеж конца шпинделя зубодолбежного полуавтомата 5М150

Посадочные и присоединительные базы станка 5м150
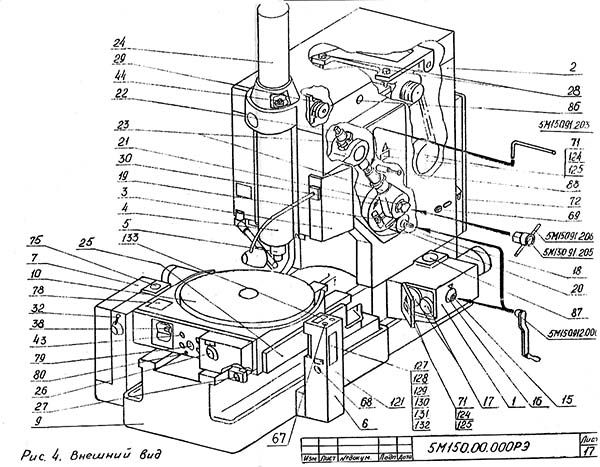
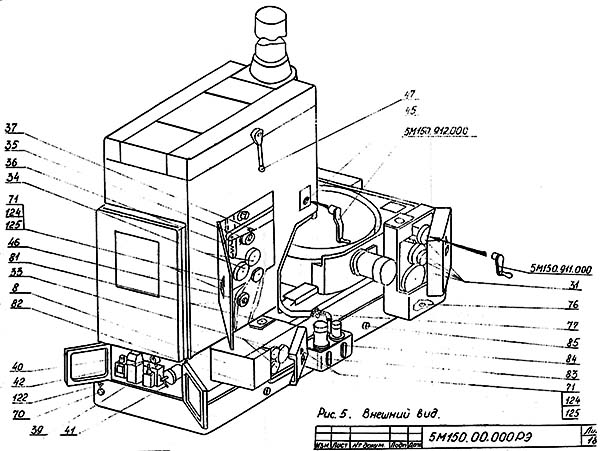
Общий вид и общее устройство станка 5М150

Фото зубодолбежного станка 5м150

Фото зубодолбежного станка 5м150

Фото зубодолбежного станка 5м150
Кинематическая структура зубодолбежного станка 5м150
Кинематическая структура зубодолбежного станка 5м150
Механизмы полуавтомата осуществляют следующие формообразующие движения:
- главное движение — возвратно-поступательное перемещение долбяка в вертикальной плоскости
- движение обката (делительное движение) — вращение долбяка и стола с заготовкой
- движение врезания радиальной подачи стола
- вспомогательные движения — быстрое вращение заготовки, работа счетного механизма, управляющего автоматическим циклом обработки
Расположение основных узлов зубодолбежного станка 5м150
Расположение основных узлов зубодолбежного станка 5м150
Расположение основных узлов зубодолбежного станка 5м150
Спецификация составных частей зубофрезерного полуавтомата 53А20
- 1. Коробка радиальных подач
- 2. Стойка
- 3. Пульт управления
- 4. Суппорт
- 5. Шпиндель
- 6. Механизм радиального врезания
- 7. Гитара деления
- 8. Коробка круговых подач
- 9. Основание
- 10. Стол
- 17. Сменные зубчатые колеса коробки радиальных подач
- 18. Квадрат возвратно-поступательного перемещения шпинделя от руки
- 19. Квадрат установки величины хода шпинделя
- 20. Шкала установки величины хода шпинделя
- 21. Гайка фиксации величины хода шпинделя
- 22. Винт установки положения зоны обработки
- 23. Гайка фиксации положения зоны обработки
- 24. Пружины шпинделя
- 25. Линейка межосевого (между осью стола и осью шпинделя) расстояния
- 26. Рукоятка счетчика 1-го оборота стола
- 27. Винт регулировки клина направляющих стола
- 28. Винт регулировки натяга ремней передачи главного привода
- 29. Компенсатор регулировки бокового зазора червячной передачи суппорта
- 30. Указатель направления вращения кривошипа
- 31. Сменные зубчатые колеса гитары деления
- 32. Рукоятка расцепления кинематической цепи обката для возможности вращения стола
- 33. Сменные зубчатые колеса коробки круговых подач
- 34. Сменные зубчатые колеса главного привода
- 35. Дисковый кулак отвода суппорта при холостом ходе (вверх)
- 36. Пружина отвода суппорта при холостом ходе (вверх)
- 37. Квадрат эксцентрика регулировки величины отвода суппорта
- 38. Винт регулировки бокового забора червячной пары стола
- 39. Винт регулировки давления гидросистемы
- 40. Винт регулировки реле давления
- 41. Рукоятка очистки фильтра гидросистемы
- 42. Манометр
- 43. Винт крепления кронштейна червяка стола
- 44. Винт регулировки клина направляющих суппорта
- 45. Квадрат реверса отвода суппорта при холостом ходе (вверх)
- 46. Ролик натяжения втулочно-роликовой цепи привода коробки круговых подач
- 47. Рукоятка реверса направления вращения шпинделя
- 48. Лампа сигнальная
- 49. Переключатель «Круговая подача. Включена, отключена»
- 50. Переключатель «Выбор направления круговой подачи»
- 51. Кнопка «ВНИМАНИЕ! Возобновление цикла»
- 52. Переключатель «Регулирование круговой подачи на 1-ом проходе
- 53. То же на 2-ом проходе
- 54. То же на 3-ем проходе
- 55. Переключатель «Регулирование числа двойных ходов в мин. на 1-ом проходе»
- 56. Переключатель «Регулирование числа двойных ходов в мин. на 2-ом проходе»
- 57. Переключатель «Регулирование числа двойных ходов в мин. на 3-ем проходе»
- 58. Переключатель «Выбор режима работы»
- 59. Кнопка «Включение режима, выбранного переключателем поз. 58
- 60. Кнопка «Отключение режима, выбранного переключателем поз. 58
- 61. Кнопка «Включение радиальной подачи стола»
- 62. Кнопка «Отключение радиальной подачи стола»
- 63. Кнопка «Стоп»
- 64. Кнопка «Включение насоса гидравлики и смазки»
- 65. Переключатель «Включение — отключение местного освещения»
- 66. Переключатель «Работа в цикле — стоп — работа в наладке привода подачи смазочно-охлаждающей жидкости»
- 67. Кнопка ускоренного радиального перемещения стола (толчковая)
- 68. Переключатель «Подсветка шкалы включение — отключение»
- 69. Вводной автоматический выключатель
- 70. Винт заземления станка
- 71. Предупреждающая таблица
- 72. Подвод электроэнергии
- 75. Окно контроля смазки гитары деления
- 76. Отверстие слива масла из гитары деления
- 77. Кран регулировки подачи смазочно-охлаждающей жидкости
- 78. Крышка залива масла в стол
- 79. Маслоуказатель стола
- 80. Отверстие слива масла из стола
- 81. Окно контроля смазки коробки круговых подач
- 82. Отверстие слива масла резервуара гидравлики и смазки
- 83. Маслоуказатель резервуара гидравлики и смазки
- 84. Маслоуказатель резервуара смазочно-охлаждающей жидкости
- 85. Отверстие слива смазочно-охлаждающей жидкости
- 86. Окно контроля смазки стойки
- 87. Окно контроля смазки коробки радиальных подач
- 88. Толкатель золотника смазки пружин шпинделя.
Расположение подшипников зубодолбежного станка 5м150
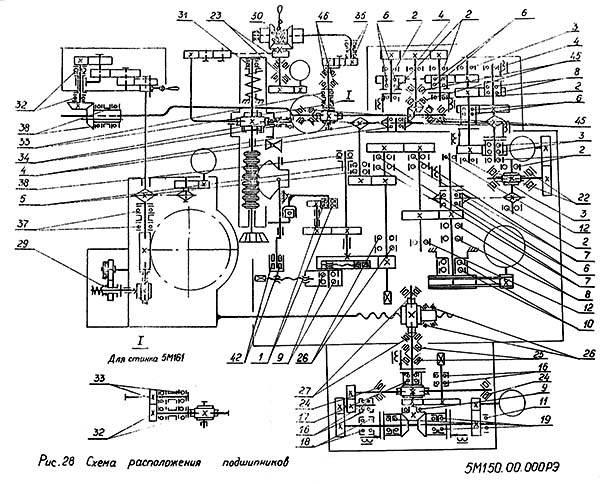
Расположение подшипников зубодолбежного станка 5м150
Кинематическая схема зубодолбежного станка 5м150
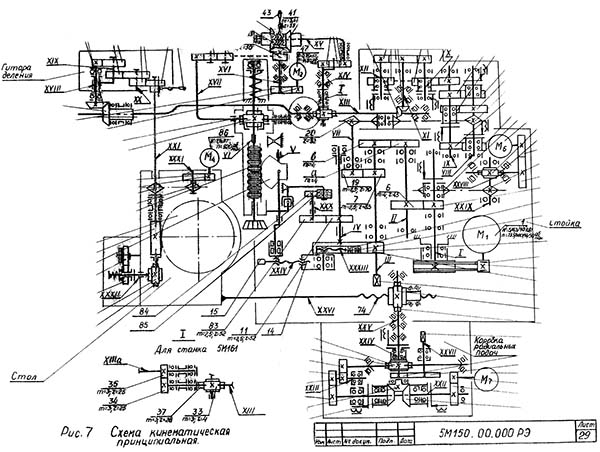
Кинематическая схема зубодолбежного станка 5м150
Механизмы полуавтомата осуществляют следующие движения: рабочие формообразующие, вспомогательные и наладочные.
Рабочие формообразующие движения:
Основным способом работы на станке является обработка изделия в полуавтоматическом цикле, который может включать:
- Главное движение — возвратно-поступательное перемещение долбяка. Осуществляется при помощи главного привода. Число двойных ходов в минуту регулируется ступенчато трехскоростным электродвигателем главного привода и сменными зубчатыми колесами.
- Движение обката (делительное движение) — согласованное вращение шпинделя с долбяком и стола с заготовкой со скоростью Sкр. Осуществляется отбором мощности от цепи главного привода через коробку круговых подач. Регулируется ступенчато электромагнитными муфтами коробки и сменными зубчатыми колесами.
- Движение врезания радиальной подачи стола
- Радиальное перемещение стола со скоростью S рад. Осуществляется от коробки радиальных подач с собственным электродвигателем. Sрад, регулируется ступенчато с помощью сменных зубчатых колес.
При работе станка в полуавтоматическом цикле имеются электрические блокировки, предохраняющее станок от поломок при аварийных ситуациях (подробное описание см. раздел 7, руководства).
Вспомогательные движения:
- Отвод шпинделя долбяка от заготовки при обратном ходе шпинделя (вверх). Осуществляется от дискового кулачка 35 (рис.5). Имеется возможность регулирования с помощью эксцентрика 37 (рис.5).
- Вывод шпинделя в верхнее положение осуществляется от редуктора нерабочего движения шпинделя.
- Работа счетного механизма, управляющего автоматическим циклом обработки
Наладочные движения:
Обработка изделий в наладочном режиме осуществляется оператором с включением и отключением приводов всех необходимых движений не автоматически, и без автоматического контроля глубины врезания и направления обката.
Вращение шпинделя с долбяком
- Вращение шпинделя. Осуществляется от электродвигателя вращения шпинделя при расцеплении цепи деления рукояткой 47 (рис.5)
- Вращение стола с изделием
- Включение радиальной подачи с одновременным обкатом или без него
- Включение главного привода
- Включение привода подачи СОЖ
- Отключение привода подачи СОЖ и главного привода
- Вывод шпинделя в верхнее положение
- Ускоренный отвод стола с зону загрузки
Гидросхема зубодолбежного станка 5м150
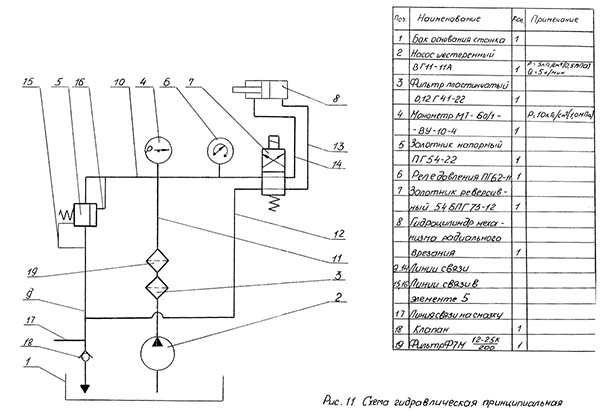
Гидросхема зубодолбежного станка 5м150
Электрооборудование станка
Сведения о системе питания электрооборудования и указания по используемым в электрооборудовании напряжениям
Питание электрооборудования полуавтомата осуществляется от трехфазной сети переменного тока с частотой 50±1 Гц. или 60±1 Гц и одним из напряжений Uн = 220, 230, 240, 380, 400, 415, 440 В. с допустимым отклонением от 0,85 UH ДО 1,1 UH. Выбор одного из указанных напряжений производит завод-изготовитель в соответствии с заказ-нарядом или договором.
Питание цепей, управления постоянного тока осуществляется от понижающего трансформатора через селеновый выпрямитель. Цепи управления переменного тока, освещения и сигнализации питаются от понижающего трансформатора
Электронное оборудование станка пригодно для работы на высоте над уровнем моря не более 1000 м.
Первоначальный пуск полуавтомата 5м150
После установки полуавтомата его необходимо заземлить. Болты заземления находятся на станине полуавтомата (рис.5 поз. 70). Провода питающей сети сечением медной жилы 6 кв. мм (10 кв. мм) при Uc = 220, 230, 240 В) присоединить к зажимам А; В; С; N вводного клеммного набора XT14.
ВНИМАНИЕ! АВТОМАТИЧЕСКИЕ ВЫКЛЮЧАТЕЛИ В МЕСТЕ ПОДКЮЧЕНИЯ ПОЛУАВТОМАТА ДОЛЖНЫ ОБЕСПЕЧИВАТЬ ТОК КОРОТКОГО ЗАМЫКАНИЯ НА КОРПУС ИЛИ НУЛЕВОЙ ПРОВОД НЕ МЕНЕЕ 650А,ПЛАВКИЕ ВСТАВКИ — НЕ МЕНЕЕ 100А ПРИ Uc = 220 В И 70А при Uc = 380 В. Проверку и включение электрооборудования полуавтомата должен осуществлять электрик 4-го разряда и выше.
Провести внешний осмотр электрооборудования с целью выявления и устранения возможных поломок при транспортировке, хранении и монтаже.
Проверить наличие заземления полуавтомата.
Проверить соответствие таблице (черт. 5М150.00.000ЭЗ лист 1) нагревателей тепловых реле и плавких вставок предохранителей.
ЗАПРЕЩАЕТСЯ ПРИ ВКЛЮЧЕННОМ ВВОДНОМ АВТОМАТИЧЕСКОМ ВЫКЛЮЧАТЕЛЕ ПРОИЗВОДИТЬ РЕМОНТНЫЕ РАБОТЫ .
Включить вводной автоматический выключатель FA1. При этом на пульте управления загорается сигнальная лампа HL1.
Включить электродвигатель гидравлики кнопкой SB2. Проверить наличие давления в гидросистеме. При отсутствии показания манометра необходимо перефазировать провода питающей сети.
Описание режимов работы электрической схемы
При изучении этого раздела необходимо пользоваться схемой электрической принципиальной полуавтомата 5М150.00.000.ЭЗ. Схема расположения электрооборудования, органов управления на пульте показаны на рис.6;10. Назначение символов — раздел 5 таблицы 4.
Подключение полуавтомата к электросети осуществляется вводным автоматическим выключателем FA1.
Нажать кнопку SB2. При этом включится контактор КМ1 и электродвигатель гидравлики М5. По достижении необходимого давления срабатывает реле давления SP1 и КА1. Реле КА1 подготавливает к включению цепи управления. После этого электросхема готова к работе в любом режиме.
Полуавтомат имеет следующие режимы работы:
Полуавтоматический режим:
- однопроходный цикл
- двухпроходный цикл
- трехпроходный цикл
Режим наладки:
- включение главного привода
- нерабочее движение шпинделя
- вращение шпинделя
- вывод шпинделя в верхнее положение
- вращение стола
- ускоренное перемещение стола
Режим работы, кроме режима «ускоренное перемещение стола», выбирается переключателем SA4.
Установочный чертеж зубодолбежного полуавтомата 5М150

Установочный чертеж зубодолбежного полуавтомата 5м150
Источник