Гитары сменных зубчатых колес
Гитара – это механизм со сменными зубчатыми колесами, предназначенный для ступенчатого изменения передаточного отношения расчетной кинематической цепи. Они применяются в основном в редко перенастраиваемых цепях при большом диапозоне и количестве передаточных отношений органа настройки расчетной цепи. Эти механизмы отличаются простотой конструкции. Основной недостаток гитар – трудоемкость настройки.
В станках используют гитары с одной, двумя и тремя парами сменных зубчатых колес. Гитара с одной парой сменных зубчатых колес (см. рис. 1.2) применяется в основном в цепях, не требующих точной настройки (органы настройки iv и is). Гитары с двумя и тремя парами сменных зубчатых колес используются, как правило, для точной настройки кинематических цепей (органы настройки ix, iy и т.п.). На рис. 2.19 показаны гитары с двумя и тремя парами сменных зубчатых колес.
Гитара с двумя парами колес (рис.2.19,а) состоит из плиты 1, оси 2, фиксирующего болта 3 и сменных зубчатых колес a, в, c, d. Поскольку сумма зубьев сцепляемых колес при различных настройках различна, в плите гитары предусмотрен паз, позволяющий перемещать ось 2 и таким образом осуществлять зацепление сменных колес c и d различных диаметров. Болтом 3 фиксируют плиту гитары в требуемом положении для сцепления колес а и в.
Для подбора зубчатых колес пользуются единственным уравнением с четырьмя неизвестными
 , (*)
, (*)
где i – передаточное отношение, полученное по ФН; a, b, c, d — числа зубьев колес гитары.
Число решений уравнения (*) ограничено следующими факторами:
— имеющимся набором сменных зубчатых колес;
а + в > с + (15…20) (**); с +d > в + (15…20) (***).
Для подбора сменных зубчатых колес используют в основном два следующих метода: основной и дополнительный.

Рис. 2.19. Гитары сменных зубчатых колес: а – с двумя парами
сменных колес; б – развертка гитары с двумя парами сменных
колес; в — гитара с тремя парами сменных колес
Основной метод – разложение на простые множители. Используется, когда i выражается простой дробью, числитель и знаменатель которой разлагаются на простые множители, удобные для подбора колес. Например,
 .
.
Допустим, что в наборе сменных зубчатых колес станка имеются колеса с числами зубьев, кратными пяти от 20 до 100. Тогда,

Проверяем условия сцепляемости (**) по допустимому зачению
Возможно, что зубчатое колесо будет перерезать ведомый вал (рис.2.19,б) и, следовательно, монтаж колес невозможен. Поменяем местами колеса в числителе или знаменателе. Например,
 .
.
Проверяем условия сцепляемости по большему допустимому значению: (**) 85 + 70 > 30 + 20; (***) 30 + 65 > 70 + 20.
Условия сцепляемости подтверждают возможность монтажа подобранных сменных зубчатых колес в гитаре.
Дополнительный метод – приближенный подбор. В этом случае используют способ непрерывных дробей или чаще табличный метод.
Пусть по формуле настройки i = 0, 309329. По таблицам (см., например, М.В. Сандаков и др. Таблицы для подбора шестерен: Справочник. – 6-е изд. М.: 1988. – 571 с.) подбираем соответствующую этой десятичной дроби простую дробь. После преобразований получим числа зубьев сменных колес
 .
.
Такие зубчатые колеса имеются в нормальном наборе сменных зубчатых колес, например, зубофрезерных станков. Проверяем условия сцепляемости: (**) 21 + 65 > 45 + 20; (***) 45 + 47 > 65 + 20.
В ряде станков, например зубофрезерных, как правило, предусматривается более широкий диапозон настройки кинематических. Поэтому в таких станках используются гитары с тремя парами сменных зубчатых колес. В этих гитарах (рис.2. 19,в) используется дополнительная пара зубчатых колес, а в ее плите выполняется два или три паза для промежуточных осей. Для подбора зубчатых колес используется уравнение с шестью неизвестными

Зубчатые колес e и f меняются значительно реже, чем колеса а,в,с,d. Как правило их передаточное отношение постоянно и равно 1; 1/2; 2. Это позволяет для данной пары колес использовать только четыре сменных зубчатых колеса, например с числами зубьев 40, 60, 60, 80.
Колеса а, в, с, d подбираются по правилам подбора колес для двухпарной гитары, а к условиям сцепляемости добавляется еще одно
Для различных групп станков комплекты сменных зубчатых колес различны. Однако все комплекты создаются на основе общего ряда чисел зубьев сменных колес: 20 – 23 — 25 – 30 – 33 – 34 – 37 – 40 — 41 – 43 – 45 – 47 – 50 – 53 – 55 – 58 – 59 – 60 – 62 – 65 – 67 – 70 – 71 – 73 -75 – 79 – 80 — 83 – 85 – 89 – 90 – 92 – 95 – 97 – 98 – 100 – 105 – 113 – 115 – 120 – 127 — всего 44 колеса.
Для токарно-винторезных станков принят набор колес, у которых числа зубьев кратны пяти (в комплекте 22 колеса).
Набор зубчатых колес для зуборезных станков ограничен колесом с числом зубьев 100. В затыловочных станках набор колес аналогичен общему, но в нем нет колеса со 113 зубьями. Для фрезерных станков (для настройки делительных головок) набор состоит из колес с числами зубьев: 25 – 25 – 30 – 35 – 40 – 50 – 55 – 60 – 70 – 80 – 90 – 100 (всего 12 колес).
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Большая Энциклопедия Нефти и Газа
Гитара — сменное зубчатое колесо
Гитары сменных зубчатых колес применяются на токарных, зуборезных, затыловочных, фрезерных и других станках, а также в делительных головках. [1]
При построении графика чисел оборотов для однопарной гитары сменных зубчатых колес проводят две вертикальные линии / и / /, соответствующие двум валам гитары. Этот график составлен для гитары, обеспечивающей восемь ступеней чисел оборотов. [2]
С вала VIII вращение передается через гитару сменных зубчатых колес ( и a / b — c / d) на вал IX коробки подач. При и a / b — c / d 40 / 86 — 86 / 64 нарезают метрические и дюймовые резьбы, а также получают табличные значения продольных и поперечных подач суппорта, а при и a / b — c / d 60 / 73 — 86 / 36 нарезают модульные и питчевые резьбы. [3]
От вала 85 движение передается через гитару сменных зубчатых колес 95 на ходовой винт станка 21, который при помощи гайки 22 перемещает стол станка. [4]
На рис. 31, а показана схема гитары сменных зубчатых колес . Эта простейшая передача обеспечивает настройку на большой диапазон подач. На рис. 31, б показана схема механизма с вытяжной шпонкой. [6]
В цепи главного движения станка поставлена коробка скоростей в сочетании с гитарой сменных зубчатых колес . [7]
Некоторые модернизированные зубофре-зерные станки, кроме перечисленных четы — / рех гитар, имеют пятую гитару сменных зубчатых колес . [8]
Для получения двух величин рабочих подач на головках устанавливают две электромагнитные муфты и соответственно две гитары сменных зубчатых колес . [10]
Первая цепь приводится во вращение от центрального вала через цепную передачу г 25 и z 29, гитару сменных зубчатых колес В к Г, червячную передачу К. [11]
Кинематическая цепь главного движения осуществляется от электродвигателя через зубчатые колеса zl-z 2 — г3 — z4, гитару сменных зубчатых колес А и Б, конические зубчатые колеса z5 — 26, зубчатое колесо z7, три паразитных зубчатых колеса zg на зубчатое колесо с внутренним z9 и наружным z10 зацеплением. Это колесо является центральным. От него вращение через зубчатое колесо zu, синхронизатор, z12, z13 передается на шпиндель. Число оборотов шпинделя во всех позициях здесь одинаковое. [12]
Для обеспечения требуемых скоростей вращения и поступательного перемещения фрезы и заготовки в процессе нарезания зубьев станок имеет четыре гитары сменных зубчатых колес . [14]
Источник
Коробка подач в форме гитары сменных колес.
Гитара — узел станка, предназначенный для изменения скорости подач. Гитары сменных колес дают возможность настраивать подачу с достаточной степенью точности.
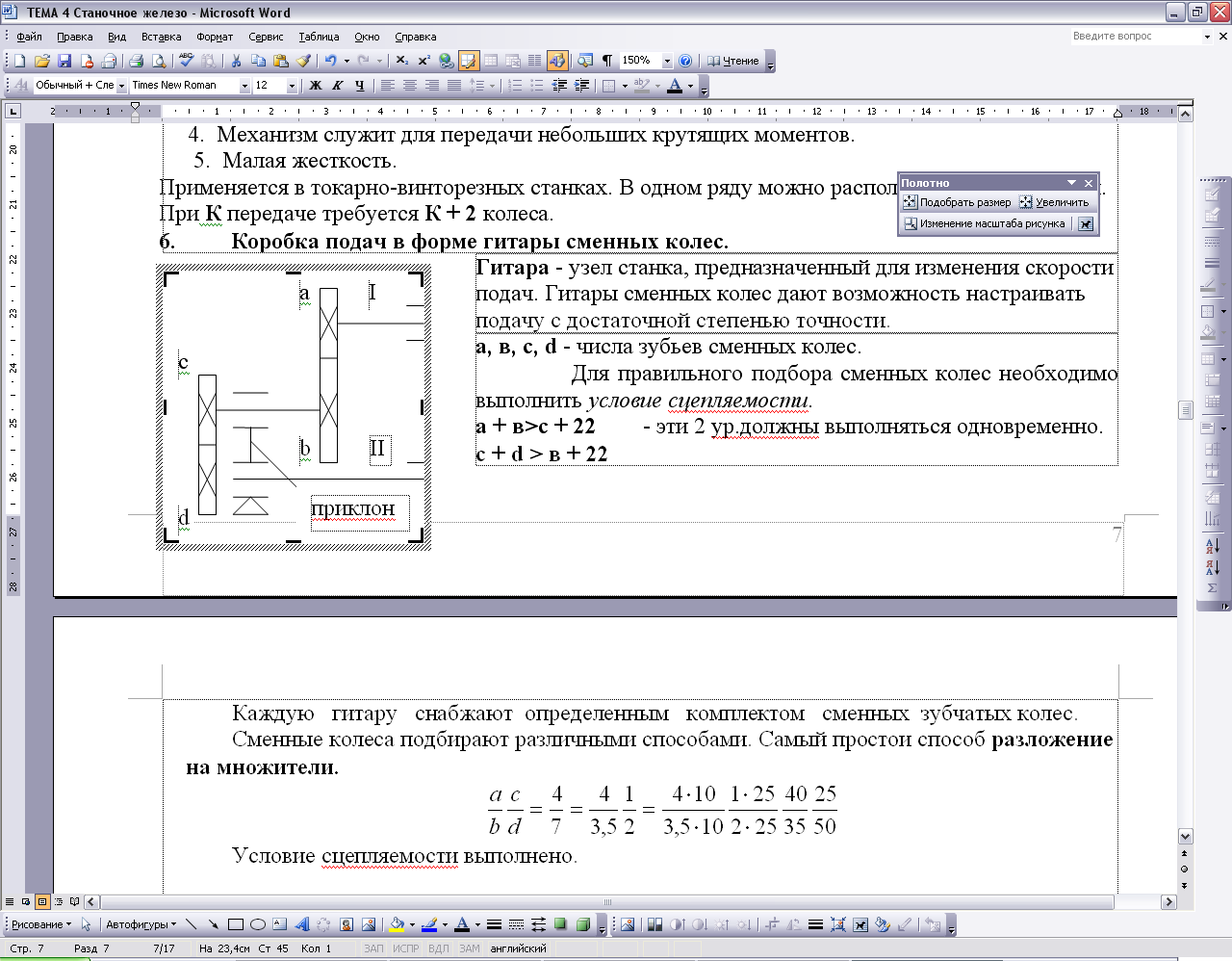
а, в, с, d — числа зубьев сменных колес.
Для правильного подбора сменных колес необходимо выполнить условие сцепляемости.
а + в>с + 22 — эти 2 уравнения .должны выполняться
с + d > в + 22
Каждую гитару снабжают определенным комплектом сменных зубчатых колес.
Сменные колеса подбирают различными способами. Самый простои способ — разложение на множители.

Условие сцепляемости выполнено.
2.7.6. Станки токарной группы: токарно-винторезные, карусельные, токарно-револьверные, многорезцевые, токарно-затыловочные станки, автоматы и полуавтоматы одношпиндельные и многошпиндельные. Назначение, компоновка, основные узлы и характерные параметры, движения, индексы.
Предназначены для обработки наружних, внутренних, торцовых по верхностей тел вращения, а также нарезания резьб (метрическая, дюймовая, модульная, питчевая, специальная).
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозна-чается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π).Питчевая резьба — шаг резьбы измеряется в питчах (p»). Для получения числового значения (в дюймах) достаточно число пи (π) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи.
В качестве режущего инструмента применяются всевозможные резцы – для обтачивания, протачивания, нарезания резьбы. Кроме того, для нарезания резьбы – метчики (внутренняя) и плашки (наружная). Для изготовления отверстий – свёрла, зенкеры, развёртки.
Токарные и токарно-винторезные станки Самый распространённый тип токарной группы. Характерными размерами токарных станков является максимальный диаметр обработки над станиной, который колеблется от 100 до 6300 мм и максимальная длина обработки (от 125 до 20 000 мм). Кинематическая структура токарных станков содержит кинематические цепи привода вращения шпинделя и привода продольной и поперечной подачи. Реверсирование шпинделя выполняется электродвигателем, а включение и реверсирование подач – механизмами, расположенными в фартуке. Перемещение поворотных салазок, используемое для точения конусов и пиноли
При токарно-винторезном использовании станка добавляется винторезная формообразующая кинематическая цепь, связывающая вращение шпинделя с продольной подачей от ходового винта. Подача при этом включается разъёмной гайкой МГ. Реверсирование шпинделя вместе с винторезной цепью в этом случае в большинстве станков передаётся от электродвигателя специальному реверсивному механизму с фрикционными муфтами, т.к. при нарезании резьбы реверсирование требуется частое.
 Пример обозначения токарного станка:
Пример обозначения токарного станка:
Токарные автоматы, п/автоматы. Станки токарной группы, работающие в автоматическом и полуавтоматическом режимах, предназначаются для обработки разнообразных поверхностей тел вращения из штучных или прутковых заготовок. Здесь широко используются высокоэффективные технологические способы обработки элементарных поверхностей: обработка широкими резцами с поперечной подачей, обтачивание фасонными резцами наружных и внутренних поверхностей, применение резьбонарезных головок и т. д. Одношпиндельные автоматы и полуавтоматы относят к первому типу, а многошпиндельные — ко второму типу станков первой (токарной) группы, что находит отражение в обозначении моделей этих станков: 1112, 1Б125, 1Д118, ПОЗА, 1Ш6П, 1А225-6, 1К282, 1А240П-8, 1265М-8, 1283 и т. п. При изготовлении любых одинаковых деталей на данном станках должен быть выделен так называемый рабочий цикл, т. е. периодическая повторяемость отдельных действий и движений. За время рабочего цикла автомат или полуавтомат обрабатывает одну деталь.

Токарный многошпиндельный автомат
Токарно-револьверные.Они предназначены для токарной обработки в серийном производстве деталей сложной конфигурации различными инструментами, большая часть которых закреплена в револьверной головке. Токарно-револьверные станки делятся на прутковые и патронные. На этих станках можно выполнять почти все основные токарные операции. Применение этих станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется последовательное применение различных режущих инструментов: резцов, свёрл, развёрток, метчиков и т.д. Инструменты в необходимой последовательности крепят в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Ходовой винт револьверным станкам не требуется, т.к. резьба на них нарезается только метчиками или плашками. В токарно-револьверных станках частота вращения и подача переключаются в основном с помощью командоаппаратов. Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К основным размерам относятся, и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
Патронные токарно-револьверные станки выпускают с наибольшим диаметром обрабатываемой детали от 160 до 630 мм.

Дата добавления: 2015-03-19 ; просмотров: 1149 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник