- Токарный станок ТВ-320 — технические характеристики, паспорт, гитара сменных шестерен
- Описание
- Чем отличается станок ТВ-320П от оборудования рассматриваемой модели
- Конструкция станка ТВ-320
- Устройство станины
- Передняя и задняя бабка
- Кинематическая и электрическая схемы
- Принципиальная электрическая схема
- Суппорт
- Фартук
- Коробка скоростей
- Технические характеристики и возможности оборудования
- Базовые технические показатели
- Возможности ТВ 320
- Передняя бабка токарного станка ТВ-320
- Суппорт токарного станка ТВ-320
- Фартук токарно-винторезного станка ТВ-320
- Коробка скоростей токарного станка ТВ-320
- Задняя бабка токарного станка ТВ-320
- НАЗНАЧЕНИЕ СТАНКА МОДЕЛИ ТВ-320 И ЕГО ОСОБЕННОСТИ
- Особенности станины токарного агрегата ТВ-320
- Устройство шпиндельной бабки агрегата
- Механический держатель для резцов (суппорт агрегата)
- Назначение фартука токарного агрегата
- Функции блока оборотов агрегата
- Устройство задней бабки агрегата
- Строение передней бабки станка
- Электрооборудование токарного агрегата
- Видео: Обзор, смазка станка ТВ-320
- Инструкция к эксплуатации
- Фартук станка
- Техника безопасности
- Строение коробки скоростей
- Как устроена задняя бабка станка
Токарный станок ТВ-320 — технические характеристики, паспорт, гитара сменных шестерен
Токарно-винторезный станок ТВ-320 имеет давнюю историю, его массовый выпуск начался в середине прошлого столетия. Этот высокоточный агрегат предназначен для токарной обработки разнообразных плоскостей, включая нарезку резьбы.
Описание
ТВ 320 П — станок специального сегмента, оборудование с высокими оборотами. При проведении обработки реализована схема комбинирования нескольких операций, причем они выполняются одновременно. Паспорт станка гласит, что при его эксплуатации возможно использовать все технологические особенности устройства в полной мере.
ТВ 320П используется для широкого списка работ по металлу. В частности, он может применяться при:
- изготовлении инструментов и приспособлений;
- производства приборов высокой точности;
- осуществлении огромного списка токарных операций;
- нарезке резьб, как метрических, так и дюймовых;
- точения конусов и производстве операций по обработке торцов заготовок.
Список производственных процессов, где может применяться данный токарный станок высокой точности — весьма обширен. Оборудование способно выполнять даже работы с мелкими заготовками. К примеру, с его помощью быстро и точно нарезается резьба М6.
Особенностью агрегата является система установки рабочих органов. Для резцедержки резцедержатель не только оборудован несколькими посадочными местами для расположения режущих органов в ряд. На станке расположено две зоны установки резцов — спереди и сзади, причем последняя может располагаться непосредственно на суппорте.
Чем отличается станок ТВ-320П от оборудования рассматриваемой модели
От базовой модели ТВ-320 токарный агрегат, в маркировке которого имеется буква «П», отличается повышенной точностью обработки, что обеспечивается особенностями его конструкции. К точности изготовления главных конструктивных узлов станка, к которым относятся его станина, ходовой винт, шпиндельный узел, передний подшипник и зубчатые колеса, входящие в кинематическую цепь, используемую для нарезания резьбы, предъявляются повышенные требования.
Такие характеристики токарного станка ТВ-320П предопределяют его использование в качестве оборудования для выполнения получистовых и чистовых работ. Данный агрегат не рекомендуется применять для обдирочных токарных работ.
Органы управления ТВ-320
Чтобы рассматриваемый станок, соответствующий по своей точности требованиям ГОСТ 1969-43, сохранял свои характеристики на протяжении длительного времени, на нем уменьшены допустимые скорости подач, а также максимальная величина частоты вращения шпиндельного узла – до 1400 об/мин (на станке ТВ-320 данный параметр соответствует 2000 об/мин).
Конструкция станка ТВ-320
Основными элементами конструкции являются:
- Коробка скоростей.
- Коробка подач.
- Передний узел.
- Задний узел.
- Привод подач.
- Фартук.
- Привод охлаждающей системы.
- Каретка резцедержателя.
Устройство станины
Рабочая основа устройства – коробчатая отливка из чугуна – располагает на себе все прочие составляющие токарно-винторезного агрегата. Внутри основы находятся специальные ребра, расположенные по диагонали, которые увеличивают ее жесткость.

Основа установлена на двух чугунных тумбах, а в ее верхней части располагаются четыре направляющих – три треугольные и одна плоская. По двум призматическим направляющим перемещается устройство резцедержателя, а по призматической и плоской – задний узел.
Левая опорная стойка станины содержит:
- коробку скоростей;
- электрооборудование, размещенное в шкафу;
- электродвигатель главного привода;
- емкость для охладительной жидкости.
Передняя и задняя бабка
Передний шпиндельный узел изготовлен из литого чугуна и состоит из таких механизмов: перебора скоростей, расположенного в передней части узла, и привода, осуществляющего прямое и обратное вращение.
Главный рабочий вал установки представляет собой пустую трубу с конусной шейкой на переднем конце. Шпиндель установлен на двух опорах, в которых установлены подшипники: скольжения – в передней; радиально-упорный – в задней. Большая часть вибрационного воздействия во время работы приходится на упорный подшипник.
Узел главного вала и его элементы имеют такие характеристики, соответствие которым необходимо:
- Продольный зазор между частями опор – 0,01-0,015 мм.
- Биение в продольном направлении – не превышающее 0,01 мм.
- Диаметральный зазор между валом и подшипником – 0,015-0,03 мм.
В переднем узле располагается и механизм изменения направления подач (не вносящий изменений в параметры вращения). Он находится в левой части узла. Специальными гайками регулируются подшипники качения переднего узла.
Задний узел устройства в осевом направлении перемещается исключительно посредством ручного воздействия. Он предназначен для удержания конца длинных болванок во время проведения токарных работ и для фиксации резцов. Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
Перемещение заднего узла возможно в двух направлениях – продольном и поперечном – благодаря чему осуществляется работа с заготовками конических форм. Осевое передвижение заднего узла вдоль направляющих основы осуществляется благодаря вращающемуся от маховика винту, соединенному с гайкой.
Внутри заднего узла передвигается пиноль, которая устанавливается в определенное положение двумя зажимами, связанными с рычагом управления.
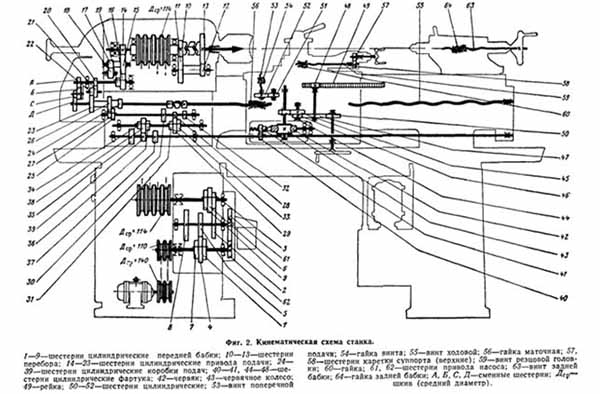
Кинематическая и электрическая схемы
Установка имеет такие органы управления:
- две рукояти изменения скорости вращения главного вала;
- рукоять изменения скорости вращения главного вала через перебор;
- рукоять реверсирования подач;
- две рукояти изменения величины подач;
- рукоять двойного увеличения подач;
- рукоять включения осевой или перпендикулярной подачи;
- рукоять включения падающего самохода;
- рукоять запуска ходового винта;
- рукоять запуска маточной гайки;
- рукоять ручного передвижения резцедержателя;
- рукоять ручного передвижения каретки;
- рукоять передвижения салазок;
- рукоять передвижения пиноли заднего узла.
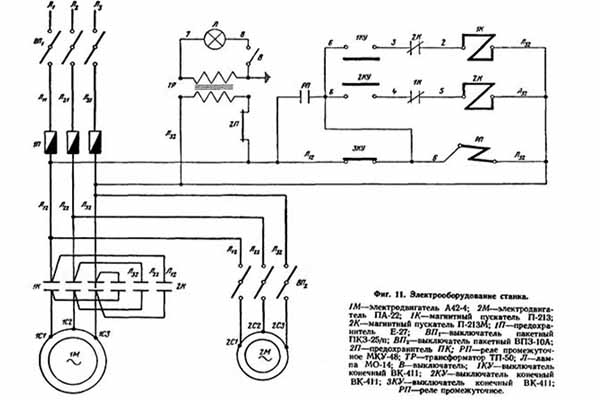
Принципиальная электрическая схема
Суппорт
Резцедержатель агрегата служит для фиксации резцов и их осевых и перпендикулярных подач. Состоит из таких основных элементов:
- Осевые салазки.
- Перпендикулярные салазки.
- Верхние салазки.
- Поворотный механизм.
Каретка и салазки перемещаются во всех направлением путем механического или ручного воздействия. Салазки имеют две Т-образные крепежные выемки, что позволяет установить дополнительную резцовую головку. Величина перемещения салазок во все стороны регулируется специальными упорами. В конструкции резцедержателя имеется шариковый упор, который облегчает отсчет по лимбу при перпендикулярном передвижении.
Фартук
Находится в передней части установки и предназначается для передачи вращательного элемента от ходовых валика и винта на резцедержатель. Блокирующий механизм, расположенный в фартуке, полностью исключает одновременный запуск винта и валика и предотвращает поломку установки. Рычаг, осуществляющий переключение подач, отвечает и за маточную гайку, что запуск ее делается невозможным, пока рычаг не будет установлен в центральное положение.
Конструкцией установки предусмотрено автоматическое отключение подач при возникновении перегрузок, возможных при чрезмерном увеличении силы обработки или заедании резцов. Отключение происходит благодаря установленному в фартуке механизму падающего самохода.
Коробка скоростей
Коробка предназначена для передачи вращательного элемента от электродвигателя к главному рабочему валу установки. Трехваловая система коробки с двумя блоками сменных колес дает возможность осуществлять обработку деталей на 9 различных скоростях.
Клиноременная передача имеет возможность регулировки натяжения благодаря перемещению коробки по специальным крепежным выемкам при помощи фиксирующих болтов и винта. Болты ослабляются для перемещения.
В опоры, на которых установлены валы коробки, вмонтированы подшипники, принимающие продольные и радиальные нагрузки на себя. Расстояние между ними настраивается специальными гайками и винтами.
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
- Мощность основного двигателя – 2,8 кВт;
- Мощность охладительной помпы – 0,125 кВт;
- Шпиндель с 18 скоростями вращения;
- Пределы скорости шпинделя – от 36 до 2000 об/мин;
- 16 продольных и 16 поперечных подач;
- Шпиндельное отверстие диаметром 26 мм;
- Максимальная толщина заготовки – 25 мм;
- Обработка болванок длиной до 50 см;
- При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.

Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
- Выточка (изнутри и снаружи)
- Нарезание различных резьб
- Конусообразная обработка
- Подрезка торцов
- Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.

Передняя бабка токарного станка ТВ-320
Передняя бабка – чугунная отливка коробчатой формы. В передней части установлен механизм перебора скоростей. В задней части установлен механизм привода и реверса (обратного хода) подачи.
Шпиндель станка 1 представляет собой пустотелую трубу с передней конусной шейкой. Передняя часть шпиндель смонтирована на подшипнике скольжения 2, задний конец- на радиально-упорном подшипнике 2 повышенного класса точности.
Шпиндель разгружен от изгибающих моментов клиноременной передачи. Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Осевой зазор в задней опоре шпинделя должен быть в диапазоне 0,01-0,015 мм, а осевое биение не больше 0,01.Диаметральный зазор между шпинделем и подшипником 0,015-0,03мм.
В левой части передней бабки расположен реверсный механизм, предназначенный для изменения направления подачи без изменения вращения шпинделя. Изменение осуществляется перемещением в левое положение блока 18 и через паразитную шестерню входит в зацепление выходной вал 19 с зубчатым колесом 20, закрепленным на шпинделе.
Регулировка подшипников качения бабки осуществляется гайками 22, 23,24.
фото:передняя бабка токарного станка ТВ-320
Суппорт токарного станка ТВ-320
Суппорт токарно-винторезного станка предназначенный для закрепления режущего инструмента, а также продольной и поперечной подачи резца.
Состоит из следующих основных узлов:
- Каретка 1;
- Поперечные салазки 2;
- Верхние салазки 3;
- Поворотная часть 4
Перемещение каретки в продольном направлении осуществляется как механическим способом, так и ручным. В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
Суппорт снабжен шариковым упором, для облегчения отсчета поперечного перемещения по лимбу.
фото:суппорт токарно-винторезного станка ТВ-320
Фартук токарно-винторезного станка ТВ-320
Фартук токарного станка предназначен для передачи вращательного движения от ходового винта и валика каретки к суппорту. Фартук оснащен блокирующим механизмом предотвращающий поломку механизма, вследствие одновременного включения ходового валика и винта. Маточная гайка не будет включена, пока не будет установлена в среднее положение рукоятка 2 переключения подачи.
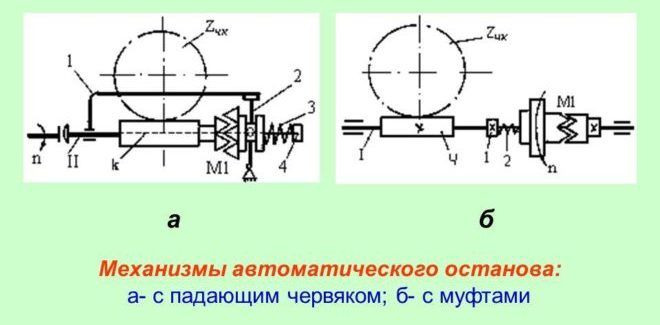
Также в фартуке смонтирован механизм падающего червяка, предохраняющий станок от перегрузки. Механизм позволяет автоматически выключать подачу при возникновении перегруза вследствие увеличения силы резания или заедания режущего инструмента.
фото:фартук токарно-винторезного станка ТВ-320
Коробка скоростей токарного станка ТВ-320
Коробка скоростей токарного станка предназначена для передачи вращательного движения от главного электродвигателя к непосредственно шпинделю станка. В коробке используется схема трехваловой системы, на котором расположены тройные блоки шестерен 1 и 2, позволяющие на выходе получать 9 скоростей.
Коробка скоростей имеет возможность опускаться или подыматься по пазам, тем самым регулируя натяжение клиноременной передачи. Перемещение коробки осуществляется винтом при ослабленных крепежных болтах.
Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках, воспринимающие радиальные и осевые нагрузки. Регулировка зазоров в подшипниках выполняется при помощи винтов 7 и гайки 8.
фото:коробка скоростей токарного станка ТВ-320
Задняя бабка токарного станка ТВ-320
Задняя бабка токарного станка предназначена для поддержания длинных заготовок во избежание биения, а также служит оправкой для крепления режущего инструмента (сверло, метчик, плашка и т.д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
Поворотом винта 3 возможно поперечное смещение задней бабки. Это делается в случае точение конусных поверхностей.
При помощи маховика 3, винта 5 и гайки 6 осуществляется продольное перемещение задней бабки. Пиноль фиксируется рукояткой, перемещающая зажимные сухари 8 и 9.
Для освобождение центра из пиноли необходимо переместить ее в правое положение , при этом центр выжмется упором 10.
фото:задняя бабка токарного станка ТВ-320
Технические характеристики токарно-винторезного станка модели ТВ-320
| Основные параметры | ТВ-320 | ТВ-320П |
|---|---|---|
| Высота центров над станиной,мм | 155 | 155 |
| Расстояние между центрами,мм | 500 | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | ||
| над верхней частью суппорта | 170 | 170 |
| над станиной | 320 | 320 |
| Прутка | 25 | 25 |
| Наибольшая длина точения,мм | 500 | 500 |
| Механика станка | ||
| Количество скоростей шпинделя | 18 | 16 |
| Пределы чисел оборотов шпинделя,об/мин | 36-2000 | 36-1130 |
| Количество продольных подач | 16 | 16 |
| Пределы продольных подач,мм/об | 0,03-0,49 | 0,03-0,49 |
| Количество поперечных подач | 16 | 16 |
| Пределы поперечных подач,мм/об | 0,012-0,18 | 0,012-0,18 |
| Конус шпинделя передней бабки | Морзе 4 | Морзе 4 |
| Диаметр отверстия в шпинделе,мм | 26 | 26 |
| Конус пиноли задней бабки | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли,мм | 90 | 90 |
| Габариты станка,мм: | ||
| длина | 1800 | 1800 |
| ширина | 950 | 950 |
| высота | 1250 | 1250 |
| Вес станка,кг | 900 | 900 |
Видео:токарно-винторезный станок ТВ-320
НАЗНАЧЕНИЕ СТАНКА МОДЕЛИ ТВ-320 И ЕГО ОСОБЕННОСТИ
Токарно-винторезный станок модели ТВ-320 (фиг. 1) представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве.
Станок предназначен для токарной обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателях. Задний резцедержатель устанавливается па суппорте по мере необходимости. Обточка конусов производится путем попе’ речного смещения центра задней бабки.
В отличие от существующих типов токарных станков данная модель позволяет максимально использовать технологические возможности токарного станка при обработке деталей скоростным точением и методом комбинирования операций (С. С. Ильин и К. С. Ильин, «Наш метод комбинирования операций при токарной обработке деталей», Оборонгиз. 1955).
В соответствии с требованиями этого прогрессивного метода станок снабжен механизмом изменения величины подачи на ходу без его остановки, а рукоятки продольного и поперечного перемещения суппорта — лимбами с ценой деления, соответствующей перемещению суппорта на 0,1 мм продольного и 0,01 мм поперечного. Лимб фартука имеет цену деления 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном креплении двух резцов перемещать резцовую головку в обе стороны за осевую линию центров.
По согласованию с заказчиком к станку прикладываются комплекты приспособлений для обработки деталей в патроне, центрах или в цанговом зажиме.
Перед установкой станка, а тем более перед началом работы на нем необходимо тщательно ознакомиться с настоящим руководством.
Особенности станины токарного агрегата ТВ-320
Вся конструктивная оснастка станка располагается на чугунном основании, которое имеет коробчатую конфигурацию. В верхнем участке главной опоры оборудования размещены 4 направляющие, три из которых призматические, а одна – плоская. Они установлены на двух чугунных стойках. По призматическим направляющим перемещается поддерживающий узел (суппорт) агрегата, а по остальным задняя бабка.
В левой тумбе опоры располагается блок скоростей токарного агрегата, отдел с электрооборудованием, электропривод, резервуар для охладителя.
Устройство шпиндельной бабки агрегата
Передний узел токарного станка ТВ-320 сделан из чугуна способом литья. В лицевой области токарного станка размещен узел перебора скоростных режимов, а в оборотной части – активный механизм блока подач, функционирующий в нескольких (прямое, обратное) направлениях.
Нагрузка реза, влияющая на шпиндельный механизм по его базисной точке, принимается упорным подшипником.
Компоненты шпиндельной системы должны обладать определенными свойствами:
- расстояние между звеньями заднего оплота – 0,01– 0,015 мм;
- промежуток промеж подшипника и полого вала в поперечном направлении – 0,015–0,03 мм.
Узел агрегата, посредством которого осуществляется изменение подачи, располагается в левой области шпиндельной бабки. Регулировка подшипников качения этого узла выполняется с помощью индивидуальных гаек.
Механический держатель для резцов (суппорт агрегата)
Предназначение поддерживающего узла в токарном станке заключается в решение двух дилемм:
- на приспособление можно закрепить режущий инструментарий;
- передвижение токарного реза в продольном и поперечном направлениях.
Продольное передвижение бывает ручным либо механическим. Внутри конструкции предусмотрены два Т-образных паза для монтажа добавочного реза. Перпендикулярное передвижение осуществляет каретка из резцовых салазок, а уровень регулируется посредством двух упоров – шарикового и поперечного вида.
Назначение фартука токарного агрегата
Располагается с лицевой стороны. Специальная оснастка позволяет уберечь устройство от аварийной ситуации, когда происходит внезапный пуск рабочего ролика и винта.
 Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
При появлении перегрузок в токарной системе во время обработки болванок срабатывает аварийное отключение подачи, которое называют устройством падающего червяка.
Функции блока оборотов агрегата
Через коробку скоростей передается вращательное действие от главного электродвигателя к шпиндельному механизму. На 3 валах блока имеется два коробки шестерен, которые обеспечивают девять скоростей вращения шпинделя. Можно контролировать натяжку ремней, передающих вращательные движения, посредством передвижения корпуса блока скоростей по особым пазам. Если возникает цель передвинуть коробку, то следует ослабить фиксирующие болты.
Чтобы ролики легче претерпевали нагрузки, для этого в их основании размещены подшипники (шарикового и роликового типа), промежуток в которых контролируется особыми винтами и гайконарезными соединениями.
Типовая комплектация станка ТВ-320 предоставляет возможность наносить резьбу метрического типа. Чтобы нанести другой вид резьбы потребуется установка вспомогательных шестерен. Комплект специальных зубчатых колес подбирается на основании таблицы, расположенной на гитаре.
Устройство задней бабки агрегата
Единственный метод осевого передвижения – только вручную. Иногда возникают ситуации, когда необходимо при возделывании длинных болванок поддержать их правый край и зафиксировать режущий инструментарий эксцентриковым механизмом.
Если перемещать бабку в поперечном направлении, то можно обрабатывать детали с конусной поверхностью. В свою очередь, продольное передвижение регулируется винтом и соединительной гайкой. Винт вращается маховиком. За положение пиноли отвечают два клеммных сухаря, связанных с регулирующей рукоятью.
Строение передней бабки станка
Передняя (шпиндельная) бабка токарного станка выполнена из чугуна методом литья. В ее передней части находится механизм перебора скоростей, а в задней – механизм привода коробки подач, работающий в прямом и обратном направлениях.
Шпиндель агрегата – это пустотелая труба, на переднем конце которой имеется конусная шейка. В переднюю опору шпиндельного узла установлен подшипник скольжения, в заднюю – радиально-упорный подшипник повышенной точности. Силы резания, которые воздействуют на шпиндельный узел вдоль его оси, воспринимаются упорным подшипником.
Передняя опора шпинделя с подшипником скольжения
Элементы шпиндельного узла должны соответствовать следующим техническим характеристикам:
- осевой зазор между элементами задней опоры – 0,01–0,015 мм;
- биение в осевом направлении – не более 0,01 мм;
- зазор между подшипником и шпинделем в диаметральном направлении – 0,015–0,03 мм.
Чертеж передней бабки
Механизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Электрооборудование токарного агрегата
На металлообрабатывающем станке рассматриваемого типа размещается два электродвигателя. Каждый выполняет определенную либо дополнительную функцию:
- Основной электропривод. Его мощность составляет 2,8 кВт. Играет роль привода шпиндельного механизма станка.
- Вспомогательный электромотор. Он устанавливается в электронасос. Предназначается для результативного охлаждения механизмов токарного станка. Мощность двигателя равна 0,125 кВт.
Несмотря на некоторые видимые изъяны оборудования, токарный станок ТВ-320, включая самодельный вариант, считается весьма востребованным среди мастеров своего дела, даже спустя несколько десятилетий после прекращения серийного выпуска агрегата.
Видео: Обзор, смазка станка ТВ-320
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.

Там же имеются подробные схемы всех узлов и механизмов управления.
Фартук станка
Основное назначение фартука, который расположен в передней части токарного станка, – сообщение вращательного движения ходового винта и ходового валика суппорту. Специальный механизм, которым оснащен суппорт, исключает риск одномоментного включения ходового винта и валика, что защищает их от преждевременной поломки. Включение маточной гайки связано с положением рукоятки, отвечающей за переключение подач ТВ-320. Такое включение может быть выполнено лишь в том случае, если данная ручка находится в среднем положении.
В случае возникновения перегрузок при выполнении обработки, что может быть связано с увеличением силы резания или заеданием режущего инструмента, в фартуке станка ТВ-320 срабатывает так называемый механизм падающего червяка, автоматически отключающий подачу.
Фартук станка ТВ-320
Техника безопасности
Работа токаря всегда связана с повышенным риском. Опасность связана с очень быстрым вращением заготовок, с летящей металлической стружкой, с высоким напряжением. Поэтому оператор должен предварительно пройти полный инструктаж.
Требования предъявляются и к одежде токаря, и к его самочувствию.
Допускается работать только на полностью исправном оборудовании. Перед запуском проверяется заземление, защитные щитки, система отведения стружки, отсутствие сторонних предметов.
В процессе работы токарь должен контролировать надежность фиксации заготовок, отвод стружки, слив жидкости, отсутствие разбрызгивание масла.
Категорически запрещено облокачиваться об аппарат и отходить от него в процессе работы!
Строение коробки скоростей
При помощи коробки скоростей вращение от главного электрического двигателя передается шпиндельному узлу токарного станка ТВ-320. На трех валах коробки скоростей агрегата есть два блока шестерен, обеспечивающих 9 различных скоростей вращения шпинделя.
Корпус коробки скоростей может перемещаться по специальным пазам, что позволяет регулировать натяжение ремней, передающих вращение шпиндельному узлу. Чтобы переместить коробку, необходимо ослабить болты, которыми она фиксируется на направляющих. Чтобы валы коробки могли успешно переносить осевые и радиальные нагрузки, в их опорах установлены шариковые и роликовые подшипники, зазоры в которых регулируются при помощи специальных винтов и гаек.
Ремни, приводящие в движение шпиндель
Стандартное оснащение станка позволяет нарезать метрическую резьбу. Для других типов резьбы требуется дополнительный комплект шестерен, подбираемый согласно таблице на крышке гитары.
Сменные шестерни станка
Как устроена задняя бабка станка
Задняя бабка токарного станка, которая в продольном направлении передвигается только вручную, используется для поддержки правого конца длинных заготовок в процессе их обработки и для закрепления режущего инструмента. Закрепляется задняя бабка на станине при помощи эксцентрикового механизма.
Чертеж задней бабки (нажмите для увеличения)
Задняя бабка может перемещаться и в поперечном направлении, что позволяет выполнять на станке обработку конусных поверхностей. За продольное перемещение задней бабки по направляющим станины отвечает винт, приводимый во вращение маховиком. Данный винт находится в соединении с гайкой. Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
Источник