- Шестерни для гитары токарного станка ТВ-7М, ТВ-9
- ТВ-7 (ТВ7) Станок учебный токарно-винторезный школьный схемы, описание, характеристики
- Сведения о производителе учебного токарно-винторезного станка ТВ-7
- Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-7 (ТВ7) станок токарно-винторезный учебный. Назначение, область применения
- Основные технические характеристики школьного токарно-винторезного станка ТВ-7
- Шпиндель токарно-винторезного станка ТВ-7
- Подачи и резьбы токарно-винторезного станка ТВ-7
- Общий вид токарно-винторезного станка ТВ-7
- Расположение составных частей ТВ-7
- Спецификация составных частей токарно-винторезного станка ТВ-7
- Расположение органов управления токарно-винторезным станком ТВ-7
- Спецификация органов управления токарно-винторезного станка ТВ-7
- Механика токарно-винторезного станка ТВ-7
- Управление станком ТВ-7
- Конструкция токарно-винторезного станка ТВ-7
- Станина станка
- Схема кинематическая токарно-винторезного станка ТВ-7
- Передняя бабка токарно-винторезного станка ТВ-7
- Регулировка передней и задней опор шпинделя токарно-винторезного станка ТВ-7
- Технические характеристики подшипника № 3182110
- Размеры и характеристики подшипника 3182110 (NN3010K)
- Технические характеристики подшипника № 46208
- Размеры и характеристики подшипника 46208 (7208A):
- Коробка понижающая токарно-винторезного станка ТВ-7
- Гитара токарно-винторезного станка ТВ-7
- Коробка подач токарного станка ТВ-7
- Фартук токарно-винторезного станка ТВ-7
- Суппорт токарного станка ТВ-7
- Задняя бабка токарно-винторезного станка ТВ-7
- Схема электрическая токарно-винторезного станка ТВ-7
- Электрооборудование токарно-винторезного станка ТВ-7
- Регулирование станка
- Уход за станком
- Токарно-винторезный универсальный станок ТВ-7. Видеоролик.
- Основные технические характеристики станка ТВ-7
- Список литературы:
Шестерни для гитары токарного станка ТВ-7М, ТВ-9
| 970,00 |  |
 | 146 |  | 148 |

Шестерни распечатаны на 3D принтере PETG пластиком со 100% заполнением модели.
В лот входит полный набор стандартных сменных шестерен.
Возможна поштучная покупка:
z30 — 150 рублей.
z40 — 280 рублей.
z60 — 540 рублей.
По дополнительной просьбе могу доукомплектовать набор:
* Шестернёй z29 (не относится к сменным шестерням) — 150 рублей. Штифты для неё в комплект не входят, изготавливаются самостоятельно или можно приобрести у меня за 150 рублей.
* Нестандартной шестернёй для нарезания метрической резьбы с шагом 0.75 мм и подачами 0.09, 0.11, 0.14 мм — 600 рублей.
* Шестернями для нарезания дюймовой резьбы:
24 ниток на дюйм — 470 рублей.
22 ниток на дюйм — 390 рублей.
20 ниток на дюйм — 510 рублей.
19 ниток на дюйм — 220 рублей.
18 ниток на дюйм — 200 рублей.
14 ниток на дюйм — 180 рублей.
Шестерни токарного станка ТВ-7М и ТВ7 не взаимозаменяемы!
ТВ-7М и ТВ-9 одинаковые станки, только с разным межцентровым расстоянием. У ТВ-11 сменные шестерни другой конфигурации, делаю по отдельному заказу. Писать в личные сообщения.
Источник
ТВ-7 (ТВ7) Станок учебный токарно-винторезный школьный
схемы, описание, характеристики

Сведения о производителе учебного токарно-винторезного станка ТВ-7
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-7 (ТВ7) станок токарно-винторезный учебный. Назначение, область применения
Токарный станок ТВ-7 заменил в серийном производстве устаревшую модель ТВ-6 и был заменен на более совершенную модель ТВ-7М.
Станок ТВ-7 (часто называемый «школьник») является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный станок модели ТВ-7 позволяет эффективно осваивать как теоретические, так и практические навыки токарного дела. Станок пользуется огромной популярностью в домашних мастерских.
Токарно-винторезный станок ТВ-7 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание резцом 6-и метрических резьб
- Сверление осевых отверстий, нрезание резьб метчиком и ряд других работ
Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
Основные отличия параметров станка ТВ-7 от станка модели ТВ-6 в следующем:
- Отсутствие коробки скоростей в передней бабке станка ТВ-7
- Наличие двухскоростной понижающей коробки в левой тумбе станка ТВ-7
- Уменшенное РМЦ — 330 мм вместо 350 мм станка ТВ-6
- Увеличенная высота центров — 120 мм вместо 108 мм станка ТВ-6. Соответственно дамметр обработки над станиной 220 мм и 200 мм
- Конец шпинделя имеет больший диаметр резьбы — М45 х 4,5 вместо М36 х 6, следовательно стандартный патрон Ø125 мм вместо Ø100 мм
- Большее количество ступеней вращения шпинделя — 8 и 6
- Большее число подач — 6 и 3, соответственно число нарезаемых метрических резьб
- Масса станка ТВ-7 — 400 кг, ТВ-6 — 300 кг соответственно.
Шпиндель токарно-винторезного станка ТВ-7 установлен на четырех подшипниках: два радиально-упорных в задней опоре и радиальный роликовый двухрядный в передней.
На заднем конце шпинделя закреплен четырехступенчатый шкив.
Передний конец шпинделя — резьбовой М45 х 4,5 под промежуточный фланец ГОСТ 3889 исполнение 1 и стандартный патрон Ø125 мм.
Шпиндель токарного станка ТВ-7 получает 8 скоростей вращения: от двухскоростной понижающей коробки скоростей и четырехступенчатого шкива. Поэтому в передней бабке станка ТВ-7 отсутствует коробка скоростей, скорости шпинделя переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки в левой тумбе станка.
Основные технические характеристики школьного токарно-винторезного станка ТВ-7
Изготовитель — Завод «Учебное оборудование № 1» г. Ростов на Дону.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 220, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 100 мм
- Расстояние между центрами — 330 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 1,1 кВт
- Вес станка полный — 400 кг
Шпиндель токарно-винторезного станка ТВ-7
- Конец шпинделя резбовой — М45х4,5
- Диаметр отверстия в шпинделе — Ø 18 мм
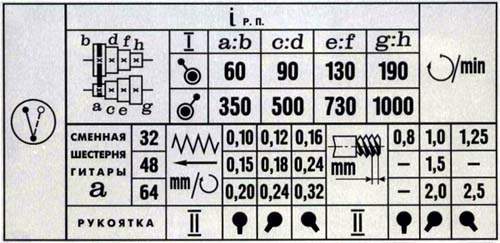
- Пределы чисел оборотов шпинделя в минуту — (8 ступеней) 60..1000 об/мин
Подачи и резьбы токарно-винторезного станка ТВ-7
- Пределы продольных подач: — (6 шагов) 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 мм/об
- Пределы шагов резьб метрических — (6 шагов) 0,8; 1; 1,25; 1,5; 2,0; 2,5 мм
Общий вид токарно-винторезного станка ТВ-7

Фото токарно-винторезного станка ТВ-7
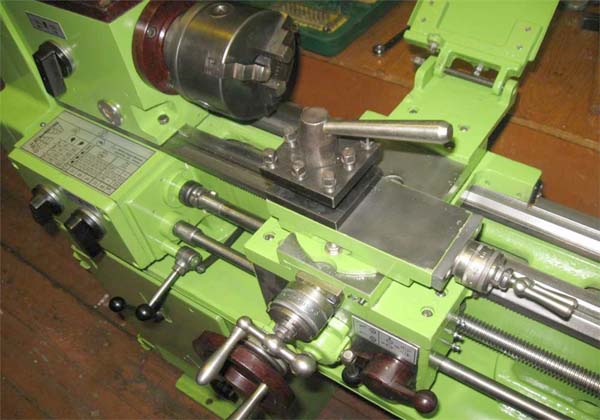
Фото суппорта токарно-винторезного станка ТВ-7

Фото гитары токарно-винторезного станка ТВ-7

Фото фартука токарно-винторезного станка ТВ-7

Фото редуктора токарно-винторезного станка ТВ-7
Расположение составных частей ТВ-7

Расположение составных частей токарного станка ТВ-7
Спецификация составных частей токарно-винторезного станка ТВ-7
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Коробка понижающая двухскоростная
- Переключатель
- Тумбы
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
Расположение органов управления токарно-винторезным станком ТВ-7

Расположение органов управления токарно-винторезным станком ТВ-7
Спецификация органов управления токарно-винторезного станка ТВ-7
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка изменения направления подач
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхней салазки
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Кнопка аварийного отключения станка
- Маховик ручного перемещения продольной каретки
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети (общий)
- Рукоятка натяжения ремня шкивного редуктора
Механика токарно-винторезного станка ТВ-7
Механика токарно-винторезного станка ТВ-7
Управление станком ТВ-7
Пуск и остановка электродвигателя станка производятся рукояткой 16 (см. рис. 3).
При включении рукоятки 16 вверх — вращение двигателя «Вперед», при включении вниз — вращение двигателя «Назад». В среднем положении рукоятки двигатель отключен.
В зависимости от характера выполняемых на станке работ, рукоятки и рычаги управления (см. рис. 3) должны находиться в определенных положениях.
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом):
- На передней бабке — положение рукоятки трензеля 4 в зависимости от направления подачи суппорта (левое или правое)
- На коробке подач — положение рукоятки 2 в зависимости от выбранной величины подачи. Рукоятка 3 «Винт-вал» в левом положении «Винт»
- На фартуке — рукоятка самохода 13 в нижнем выключенном положении «От себя»
- Рукоятка включения реечной шестерни 11 — в положении «На себя»
- Рукоятка включения маточной гайки 12 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача):
- На передней бабке — положение рукоятки трензеля 4 в зависимости от направления подачи суппорта (левое или правое)
- На коробке подач — положение рукоятки 2 в зависимости от выбранной величины подачи. Рукоятка 3 «Винт-вал» в правом положении «Вал»
- На фартуке — рукоятка самохода 13 во включенном положении «На себя»
- Рукоятка включения маточной гайки 12 — в верхнем положении
- Рукоятка включения реечной шестерни 11 — в положении «От себя»
III. Положение рукояток и рычагов при ручной продольной подаче:
- На передней бабке — положение рукоятки трензеля 4 в среднем положении.
- На коробке подач — положение рычага «Вал-винт» безразлично
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении
IV. Положение рукояток управления для получения необходимых режимов резания согласно рис. 15
Конструкция токарно-винторезного станка ТВ-7
Станина станка
Станина является базовым узлом, на котором, за исключением привода, монтируются все остальные узлы и механизмы станка.
Станина — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Станина установлена на две тумбы станка.
Схема кинематическая токарно-винторезного станка ТВ-7

Кинематическая схема токарно-винторезного станка ТВ-7
Передняя бабка токарно-винторезного станка ТВ-7

Передняя бабка токарно-винторезного станка ТВ-7
Передняя бабка служит для закрепления или поддержания обрабатываемой детали и сообщения вращательного движения.
Передняя бабка крепится в левой части станины.
Движение с коробки понижающей, клиноременной передачей через шкив передается непосредственно на шпиндель передней бабки.
Шпиндель имеет 8 ступеней скоростей 60, 90, 130, 190, 350, 500, 730, 1000 об/мин.
В передней и задней опорах шпинделя установлены по два радиально-упорных подшипника.
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 9 получает вращение через шестерни 3—4—6—8. С вала 9 движение передается сменной шестерне гитары — 10.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование производится перемещением шестерни 8 в левое и правое крайние положения рукояткой 4 (рис. 3). При левом крайнем положении шестерня 8 получит прямое вращение непосредственно от блока шестерен 6, расположенного на валу 5. При правом крайнем положении шестерня 8 получит обратное вращение через паразитную шестерню 7, которая находится в постоянном зацеплении со второй ступенью блока шестерен 6.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 11. С обратной стороны имеется пробка 12 для слива масла
Регулировка передней и задней опор шпинделя токарно-винторезного станка ТВ-7

Опоры шпинделя токарно-винторезного станка ТВ-7
Шпиндель станка ТВ-7 смонтирован на трех подшипниках:
- Передний подшипник № 5-3182110 ГОСТ 7634-75 двухрядный роликовый радиальный, класс точности 5, размер 50х80х23 мм
- Два задних подшипника № 5-46208 ГОСТ 831-75 шариковый радиально-упорный однорядный, класс точности 5, размер 40х80х18
1. Устранение осевого зазора подшипника передней опоры шпинделя осуществляется гайкой 1 и контрагайкой 2 (рис. 16).
При появлении в процессе работы станка вибраций шпинделя необходимо проверить затяжку гаек 1 и 2. Если затяжкой гаек вибрация шпинделя не устраняется, это говорит о том, что износился подшипник передней опоры шпинделя и станок требует ремонта.
Зазор в подшипнике передней опоры шпинделя устраняется шлифовкой торцев компенсационного кольца 3.
2. Устранение радиального и осевого зазора подшипников задней опоры шпинделя осуществляется подтягиванием гайки 1 и контрагайки 2 (рис. 17).
Если подтягиванием гаек устранить излишний зазор не удается, необходимо разобрать шпиндельный узел и подшлифовать торцы компенсационного кольца 3.
Для смазки станка следует применять масло индустриальное И-20А, ГОСТ 20799—75 и солидол Ж, ГОСТ 1033—79.
Шестерни и подшипники передней бабки смазываются разбрызгиванием масла из масляной ванны Масло заливается при снятой верхней крышке.
Технические характеристики подшипника № 3182110
Подшипник 3182110 — это двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом (вследствие чего комплект тел качения на сепараторе способен перемещаться и создавать «плавающую» опору), с коническим посадочным отверстием (1:12), канавкой и отверстиями для внесения смазочного материала. Основное место эксплуатации таких подшипников — станки различного применения, узлы где действуют высокие радиальные нагрузки и скорости. Этот типоразмер, как и большинство роликоподшипников этой серии производится в настоящее время только высокоточным.
Подшипник всегда выпускался на московском заводе ГПЗ-1, сейчас же его производство переводят в Волжский, на филиал Завода Авиационных Подшипников при 15 ГПЗ (все заводы объединены под эгидой Европейской Подшипниковой Корпорации). Изготавливается две модификации — 4-3182110К и 2-3182110К. Буква К означает наличие кольцевой проточки и трех отверстий для внесения смазки. Произведенные в прошлом подшипники часто имеют дополнительное обозначение Л (латунный сепаратор). Покупать подшипники с гарантией качества следует у официальных представителей ЕПК, которые есть во многих регионах страны. Ориентировочная цена новых заводских изделий — около 3400 рублей, однако редкий представитель держит их на складе. Оперативно из наличия в основном можно купить только подшипники с хранения, неликвиды, бывшие в употреблении в фирмах соответствующего профиля.
Импортные подшипники этого типоразмера имеют обозначение NN3010K (наличие буквы К в номере обязательно, так как она указывает на коническую посадку). В Россию поставляется продукция разной ценовой категории: наиболее дорогие и надежные — FAG, SKF, KOYO, IBC, подешевле — NACHI и NSK. Еще более дешевый вариант — продукция восточно-европейских производителей — ZKL и FLT, которая чаще всего реализуется неликвидного качества, иногда даже уже бывшая в употреблении. Ориентировочная цена наиболее качественных и дорогих подшипников этого типа составляет около 270 — 280 евродолларов.
Размеры и характеристики подшипника 3182110 (NN3010K)
- Внутренний диаметр (d): – 50 мм;
- Наружный диаметр (D): – 80 мм;
- Ширина (H): – 23 мм;
- Масса: – 0,426 кг;
- Размеры ролика: — 7х7 мм;
- Количество роликов: — 44 шт;
- Грузоподъемность динамическая: — 54 кН;
- Грузоподъемность статическая: — 73,6 кН;
- Максимальная номинальная частота вращения: — 12000 об/мин.
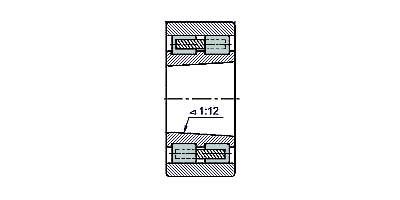
Схема подшипника 3182110 (NN3010K) токарного станка ТВ-7
Технические характеристики подшипника № 46208
Подшипник 46208 — это шариковый радиально-упорный однорядный подшипник. Тип воспринимаемой нагрузки — комбинированная радиально-осевая. Подшипник неразъемный. Угол контакта составляет 26° (у серии 36000 этот угол составляет 12°.
Для двухсторонней фиксации вала изделия устанавливаются парами (поскольку подшипники однорядные и осевую нагрузку способны нести только в одну сторону).
В нашей стране производятся в Саратове на бывшем 3 ГПЗ (маркировка SPZ). Выпускаются следующие модификации: 4-46208Е5, 5-46208Е5, 6-46208Е5, 6-46208Л. Кроме саратовского завода их выпускает самарский СПЗ-4 (только шестым классом точности), чья продукция несколько уступает первому по качеству, но значительно дешевле.
Импортные подшипники этого типа имеют маркировку 7208A. Сепаратор из латуни в номере отражается наличием буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46208 (7208A):
- Внутренний диаметр (d): – 40 мм;
- Наружный диаметр (D): – 80 мм;
- Ширина (высота) (Н): – 18 мм;
- Масса: – 0,36 кг;
- Диаметр шарика: – 12,7 мм;
- Количество шариков в подшипнике: – 12 шт.;
- Диаметр борта наружного кольца: – 67,6 мм;
- Диаметр борта внутреннего кольца: – 52,4 мм;
- Грузоподъемность динамическая: – 36,8 кН;
- Грузоподъемность статическая: – 21,3 кН;
- Номинальная частота вращения: – 9000 об/мин.

Схема подшипника 46208 (7208A) токарного станка ТВ-7
Коробка понижающая токарно-винторезного станка ТВ-7

Коробка понижающая токарно-винторезного станка ТВ-7
Коробка понижающая (рис. 6) служит для расширения диапазона чисел оборотов шпинделя передней бабки (см. табл. 5).
Коробка установлена в передней тумбе станка, на общей с электродвигателем салазке.
Движение от электродвигателя на входной вал 2 коробки понижающей передается клиноременной передачей через шкив 1. Переставляя ремень поочередно в один из ручьев шкива 1 и шкива, расположенного на валу электродвигателя, можно получить 4 различные скорости вращения вала 2 (см. табл. 5).
Ослабление ремня производится поворотом рукоятки 19 (рис. 3) вниз на себя. После перестановки ремень натягивается поворотом рукоятки 19 в обратном направлении (вверх на себя).
Вал 7 получает вращение через (перебор) шестерни 3—4—5—6, либо напрямую соединяется с валом 2 через кулачковую муфту, выполненную на торцах шестерен 3 и 6. Для этого необходимо поворотом рукоятки 1 (рис. 3) переместить шестерню 3 в крайнее левое положение (включить муфту). Одновременно выходят из зацепления шестерни 3—4 и 5—6.
Таким образом, на выходном валу 7 коробки понижающей можно получить 8 разных скоростей. С вала 7 клиноременной передачей через шкив 8 движение передастся на шпиндель передней бабки.
На передней стороне корпуса коробки понижающей имеется маслоуказатель 9, на основании — пробка 19 для слива масла, Пробка для залива масла расположена на крышке 11.
Гитара токарно-винторезного станка ТВ-7

Гитара токарно-винторезного станка ТВ-7
Гитара (передаточный механизм) (рис. 7) служит для передачи вращения от шпинделя передней бабки к коробке подач.
В станке ТВ-7 часть шестерен гитары — шестрени 3, 4, 6, 8 (см. рис. 5) и механизм реверса подачи, работа которого описана в пункте 1.5.6., расположены в корпусе передней бабки. Такое расположение позволило снизить шум, создаваемый передаточным механизмом во время работы, и улучшить его смазку.
Передаточное отношение шестерен 3—4—6—8 составляет:
i = 48/60 * 30/48 = ½
Таким образом сменная шестерня гитары а (см. рис. 7) по отношению к шпинделю имеет в два раза меньше оборотов.
Применение сменных шестерен a (Z = 32; Z = 48; Z = 64) позволяет расширить диапазон нарезаемых резьб и величин подач суппорта.
Со сменной шестерни а, движение через паразитную шестерню 1 передается шестерне 2, расположенной на входном валу коробки подач. Шестерня 1 установлена на пальце 3, запрессованном в кронштейне 4
Коробка подач токарного станка ТВ-7

Коробка подач токарного станка ТВ-7
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 8).
При повороте рукоятки 2 (рис. 3), которая имеет три фиксированных положения, блок-шестерня 6 перемещается по шлицам вала 5 и ее венцы поочередно входят в зацепление с шестернями 2, 3, 4, неподвижно сидящими на валу 1 (рис. 8).
Это дает возможность вместе со сменными шестернями гитары получить метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 мм и продольную механическую подачу суппорта 0,10; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 мм/об.
Включение ходового винта или ходового валика осуществляется попоротом рукоятки 3 (рис. 3).
В положении, указанном на рис. 8, осуществляется вращение ходового винта.
При перемещении шестерни 9 вправо, она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик 7.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 4 (рис. 3).
Для смазки механизма коробки подач в верхней ее части имеется лоток для заливки масла.
Масло на шестерни и трущиеся поверхности полается фитилями.
Во время работы станка в лотке коробки подач постоянно должно находиться небольшое количество масла.
Для слива масла в нижней части коробки подач имеется сливная пробка 13.
При нарезании резьбы ходовой винт не должен иметь осевого перемещения.
Устранение осевого люфта производится подтягиванием двух круглых гаек 12.
Фартук токарно-винторезного станка ТВ-7

Фартук токарно-винторезного станка ТВ-7
С помощью фартука (рис. 9) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
Суппорт токарного станка ТВ-7

Суппорт станка токарно-винторезного станка ТВ-7
Суппорт (рис. 10) предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
Задняя бабка токарно-винторезного станка ТВ-7
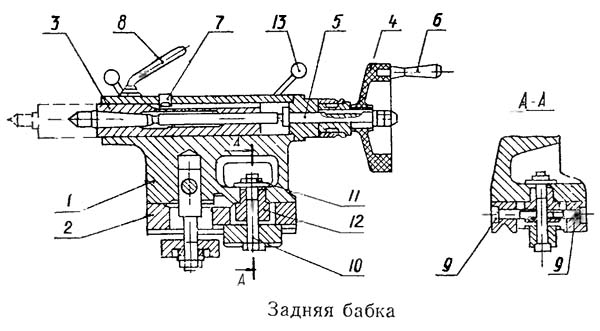
Задняя бабка токарно-винторезного станка ТВ-7
Задняя бабка (рис. 11) служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
Схема электрическая токарно-винторезного станка ТВ-7
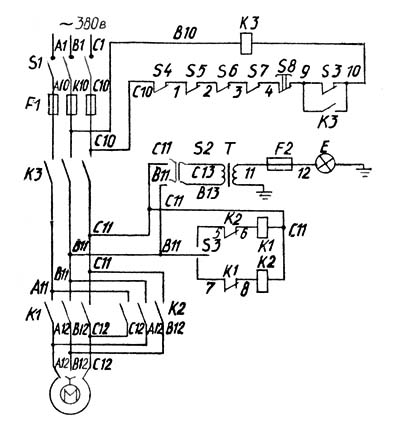
Электрическая схема токарно-винторезного станка ТВ7
Электрооборудование токарно-винторезного станка ТВ-7
К электрооборудованию станка относятся:
- трехфазный асинхронный электродвигатель мощностью 1,1 кВт
- переключатель кулачковый универсальный
- светильник местного освещения
- электрощит на котором смонтированы магнитные пускатели
- пакетные выключатели сети и местного освещения
- трансформатор местного освещения
- предохранители
Щит с электроаппаратурой установлен в задней тумбе станка.
Электродвигатель расположен в передней тумбе.
Переключатель кулачковый универсальный крепится на станине с обратной стороны станка.
Регулирование станка
Для продления срока службы клиноременных передач и более полного использования электродвигателя по мощности необходимо следить за натяжением ремней и своевременно подтягивать их.
Для натяжения ремня 1 (см. рис. 18) клиноременной передачи от двигателя к коробке понижающей, необходимо отпустить контрагайку 2 и вращением гайки 3 влево переместить подмоторную плиту вдоль винта 4, создав необходимый натяг (10 кг на одну ветвь в покое). После чего законтрить гайку 2.
Для натяжения ремня 5 клинременной передачи от коробки понижающей к передней бабке необходимо ослабить болты 6, крепящие салазку с коробкой понижающей к передней тумбе, с помощью винта 7 опустить салазку, создав необходимый натяг (10 кг на одну ветвь ремня в покое). После этого болты 6 затянуть.
Уход за станком
Переключение коробки понижающей, реверса подач передней бабки, а также рукояток коробки подач необходимо производить при выключенном двигателе после полной остановки станка. В случае если необходимая пара шестерен или зубчатая муфта не включились, необходимо, взявшись рукой за патрон или шкив передней бабки, провернуть шпиндель и ввести шестерни или муфту в зацепление.
При переключении передач в период неполной остановки шпинделя происходят резкие удары зубчатых муфт и шестерен, вследствие чего они быстро изнашиваются и приходят в негодность.
Перед тем как навернуть патрон на шпиндель, нужно тщательно прочистить резьбу на шпинделе и в патроне.
Загрязнение резьбы вызывает заедание патрона на шпинделе и может вывести шпиндель из строя.
Необходимо тщательно следить за состоянием сальников суппорта, так как со временем в них скапливается мелкая стружка, которая может вызвать задиры на направляющих станины. Сальники необходимо промывать керосином.
За направляющими станины требуется весьма тщательный уход. Ни в коем случае не следует допускать, чтобы при движении суппорта на направляющих оставался грязный след. Слой масла на направляющих станины при движении суппорта должен быть всегда чистым.
При появлении грязного следа нужно немедленно тщательно промыть керосином направляющие.
Грязный след образуется мельчайшими частицами металла, которые попадают между трущимися поверхностями суппорта и станины и при движении суппорта образуют царапины на направляющих.
Особое внимание необходимо обращать на то, чтобы не перегружать станок. У перегруженного станка во время работы наблюдается повышенный шум, происходит пробуксовывание ремня, перегревание подшипников шпинделя и перегревание двигателя.
Пиноль при проточке деталей в центрах следует выдвигать на небольшую величину; это сохранит ее от преждевременного износа, обеспечит более прочное крепление детали.
Токарно-винторезный универсальный станок ТВ-7. Видеоролик.
Основные технические характеристики станка ТВ-7
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Диаметр заготовки устанавливаемой в патроне, мм | 5..110 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Передняя бабка. Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4,5 | М36 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60,90, 130, 190, 350, 500, 730, 1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник