- Токарно-винторезный станок 1М63 (Дип 300)
- Вы здесь
- Оглавление
- Устройство токарного станка 1М63 (Дип 300)
- Органы управления токарного станка 1М63 (Дип 300)
- Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
- Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
- Суппорт токарного станка 1М63 (Дип 300)
- Задняя бабка токарного станка 1М63 (Дип 300)
- Коробка подач токарного станка 1М63 (Дип 300)
- Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
- 1м63м станок токарно-винторезный универсальный повышенной мощности паспорт, схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка 1м63м
- Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
- 1М63М станок универсальный повышенной мощности. Назначение, область применения
- Основные технические характеристики токарно-винторезного станка 1м63м
- Шпиндель токарно-винторезного станка 1м63м
- Подачи и резьбы токарно-винторезного станка 1м63м
- Модификации токарного винторезного станка 1М63
- Габаритные размеры рабочего пространства токарного станка 1м63м
- Посадочные и присоединительные базы токарного станка 1м63м
- Общий вид токарно-винторезного станка 1м63м
- Расположение основных узлов токарно-винторезного станка 1м63м
- Расположение органов управления токарно-винторезным станком 1м63м
- Органы управления токарно-винторезного станка 1м63м и их назначение
- Кинематическая схема токарно-винторезного станка 1м63м
- Подшипники опор шпинделя токарного станка 1М63МФ101
- Описание конструкции основных узлов токарно-винторезного станка 1м63м
- Коробка скоростей токарно-винторезного станка 1м63м
- Фартук токарного токарно-винторезного станка 1м63м
- Коробка подач токарно-винторезного станка 1м63м
- Суппорт токарно-винторезного станка 1м63м
- Сменные зубчатые колеса станка 1м63м
- Задняя бабка станка 1м63м
- Люнеты станка 1м63м
- Система охлаждения станка 1м63м
- Регулирование токарно-винторезного станка 1М63М
- Регулирование фрикционных пластинчатых муфт коробки скоростей (рис. 25)
- Выставление оси шпинделя (рис 26)
- Установка оси пиноли задней бабки (рис. 27)
- Регулирование опорных подпружиненных подшипников задней бабки (рис. 28)
- Регулирование зазора в направляющих поперечных салазок (рис. 29)
- Регулирование зазора в направляющих резцовых салазок суппорта (рис. 30)
- Устранение „мертвого хода» винта поперечного перемещения суппорта (рис. 31)
- Устранение „мертвого хода» винта перемещений резцовых салазок суппорта (рис. 32)
- Регулирование осевого зазора в направляющей верхней и нижней половинах гайки ходового винта (рис. 33)
- Регулирование радиального зазора между ходовым винтом и его гайкой (рис. 34)
- Согласование работы тормозной муфты с работой механических фрикционных муфт (рис. 3Б)
- Регулирование подачи масла на ходовой винт (рис. 36)
- Расположение штуцеров электромагнитных муфт фартука и их регулирование (рис. 37):
- Регулирование натяжения ремней главного привода (рис. 38)
- Электрооборудование токарно-винторезного станка 1м63м
- Схема электрическая принципиальная токарно-винторезного станка 1м63м
- Электрооборудование токарно-винторезного станка 1м63м. Общие сведения
- 1м63м Станок токарно-винторезный универсальный быстроходный. Видеоролик.
- Технические характеристики универсального токарного станка 1м63м
- Список литературы
Токарно-винторезный станок 1М63 (Дип 300)
Вы здесь
Оглавление

Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
Устройство токарного станка 1М63 (Дип 300)

Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух

Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11. Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа — аварийная.
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)

Передняя бабка токарно-винторезного станка 1М63 (Дип 300)

На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
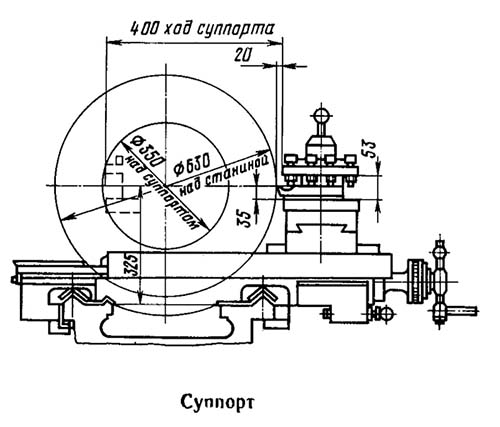
Суппорт токарного станка 1М63 (Дип 300)


Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном — по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)

Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)


Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)

Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
| Основные параметры | 1М63 (Дип 300) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 350 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Размер внутреннего конуса шпинделя | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пределы частот вращения шпинделя, об/мин | 12,5-1600 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Суппорт: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наибольшее продольное перемещение, мм | 1360 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наибольшее поперечное перемещение,мм | 400 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цена одного деления лимбов, мм: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| продольного | 1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| на диаметр | 0,05 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Задняя бабка: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наибольшее перемещение пиноли, мм | 240 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





| Символ | Значение символа |
|---|---|
 | Таблица оборотов шпинделя |
 | Шаг резьбы |
 | Резьба с нормальным шагом: 1:1 → 12,5..1600 об/мин |
 | Резьба с увеличенным шагом: 1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин |
 | Левая резьба с нормальным шагом |
 | Левая резьба с увеличенным шагом шагом |
 | Подачи с нормальным шагом |
 | Подачи с увеличенным шагом шагом |
 | Отключение (отсоединение) шпинделя от коробки скоростей. Может применяться при нарезании многозаходной резьбы поворотом шпинделя на определенный угол |
 | Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор, поставляемый заводом-производителем: K = 40, L = 86, N = 64 |
 | Метрическая резьба |
 | Дюймовая резьба |
 | Модульная резьба |
 | Питчевая резьба |
 | Продольная и поперечная подача |
Кинематическая схема токарно-винторезного станка 1м63м

Кинематическая схема токарно-винторезного станка 1м63м

Схема расположения подшипников токарно-винторезного станка 1м63м
Подшипники опор шпинделя токарного станка 1М63МФ101
Шпиндель станка 1М63МФ101 смонтирован на 2-х подшипниках:
- 91. Передний подшипник № 2-697928Л роликовый радиально-упорный, конический (с коническими роликами), двухрядный, широкой серии.
- 90. Задний подшипник № 2-17722Л роликовый радиально-упорный, конический (с коническими роликами), однорядный.
Описание конструкции основных узлов токарно-винторезного станка 1м63м
Коробка скоростей токарно-винторезного станка 1м63м

Коробка скоростей токарно-винторезного станка 1м63м
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней — радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1м63м
Фартук токарного токарно-винторезного станка 1м63м
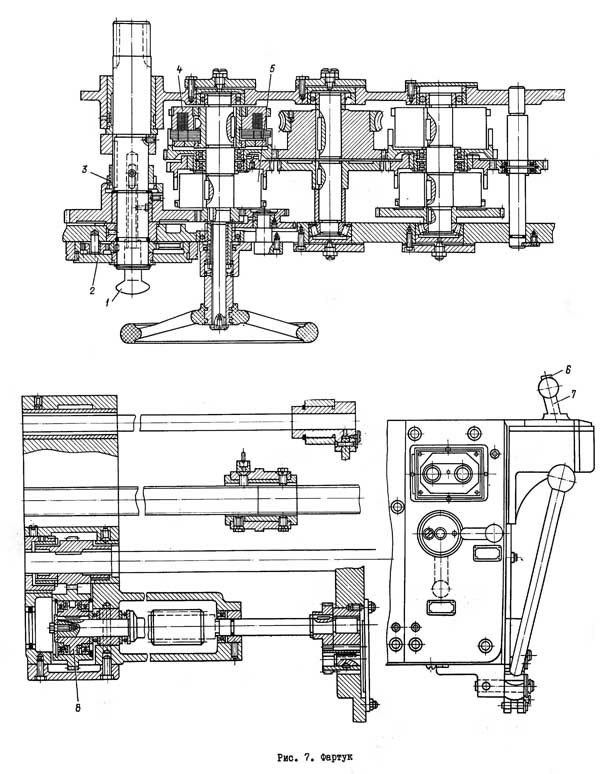
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1м63м
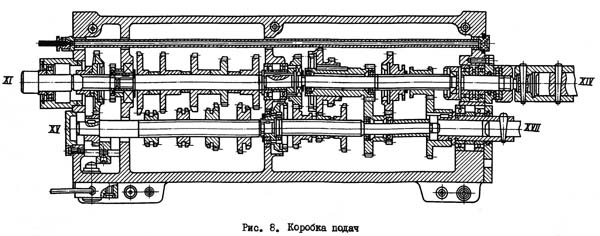
Коробка подач токарно-винторезного станка 1м63м
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1м63м

Суппорт токарно-винторезного станка 1м63м
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое — рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1м63м
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1м63м
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1м63м
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1м63м
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Регулирование токарно-винторезного станка 1М63М
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Регулирование фрикционных пластинчатых муфт коробки скоростей (рис. 25)

Регулировка фрикционных муфт коробки скоростей станка 1м63м
В случае проскальзывания фрикционные муфты должны быть немедленно отрегулированы, в противном случае от увеличения трения диски перегреваются и фрикцион может выйти из строя. Регулировка фрикционных муфт как прямого, так и обратного ходов производится зажимными гайками 1. Поворот зажимной гайки может быть произведен после того, как выступающая зацепка 2 будет утоплена в кольцо 3. Правильность регулирования определяется усилием включения муфт с помощью рукоятки управления 21 (см. рис. 6).
Доступ к муфте обеспечивается через закрываемое окно в задней стенке корпуса коробки скоростей.
Одновременно с регулированием фрикционных муфт необходимо производить регулирование кулачка управления тормозной муфтой.
Время разгона шпинделя с трехкулачковым патроном Ø 400 мм при 1600 об/мин при прямом ходе должно быть 4. 6,5 с, при обратном ходе 7. 10 с. Проверяется на холостом ходу.
В этих условиях время торможения не должно превышать 10с.
Выставление оси шпинделя (рис 26)
При нарушении параллельности оси шпинделя относительно направляющих станины ослабить все болты крепления коробки скоростей к станине, зятем с помощью винтов 1, ввернутых в колодку 2, которая установлена под шпиндельной бабкой, выставить ось шпинделя и натянуть болты крепления.
Установка оси пиноли задней бабки (рис. 27)
Поперечное смещение задней бабки производить при настройке на точение конусов с помощью винтов 1, ослабляя один из них и подтягивая другой. При установке задней бабки соосно с осью шпинделя передней бабки совместить риски, нанесенные на платики корпуса бабки и мостика с правого торца.
Регулирование опорных подпружиненных подшипников задней бабки (рис. 28)
В процессе работы или после ремонта может потребоваться регулирование степени сжатия цилиндрических пружин 4 и 5 опорных подпружиненных подшипников 6, вмонтированных в мостик задней бабки с целью обеспечения легкости передвижения задней бабки вдоль станины.
Для этого необходимо:
- ослабить винты крепления бабки;
- вывернуть верхние пробки 1 и с помощью винтов 7 сдвинуть заднюю бабку 2 по мостику так, чтобы получить доступ до регулировочных пробок 3. Проворачивая пробки, добиться легкости передвижения бабки по станине при отсутствии зазора между направляющими мостика и станины.
Регулирование зазора в направляющих поперечных салазок (рис. 29)
Зазор между направляющими каретки и поперечных салазок регулируется путем подтягивания клика 1 с помощью двух винтов 2, расположенных на обоих торцах салазок.
Регулирование зазора в направляющих резцовых салазок суппорта (рис. 30)
При появлении зазора в направляющих резцовых салазок производится подтяжка клина 1 винтом 3, после чего положение фиксируется винтом 2.
Устранение „мертвого хода» винта поперечного перемещения суппорта (рис. 31)

Устранение мертвого хода винта станка 1м63м
„Мертвый ход» винта поперечного суппорта, возникающий при износе гаек 3 и 4, может быть устранен поворотом червяка 2 по часовой стрелке, для чего необходимо предварительно вывернуть стопорный винт 1. Регулирование производят, если лифт рукоятки превышает 5 делений лимба.
Устранение „мертвого хода» винта перемещений резцовых салазок суппорта (рис. 32)
„Мертвый ход» винта резцовых салазок суппорта, возникающий при износе полугаек 4 и 5, может быть устранен путем подтягивания винтов 3, предварительно ослабив винты 1. Регулирование производят, когда люфт рукоятки превышает 5 делений лимба. Регулирование производится через резьбовое отверстие пробки 2 резцовых салазок, для чего необходимо, вывернув пробку, поставить резцовые салазки в такое положение, чтобы был доступ к регулировочным винтам.
Регулирование осевого зазора в направляющей верхней и нижней половинах гайки ходового винта (рис. 33)
При появлении зазора производится подтягивание планки 1 тремя винтами 2 с фиксацией последних контргайками 3.
Регулирование радиального зазора между ходовым винтом и его гайкой (рис. 34)
Величина радиального зазора между ходовым винтом 2 и вкладышами его гайки 1 регулируется ввинчиванием или вывинчиванием винта 4, расположенного под фартуком. В отрегулированном положении винт 4 фиксируется гайкой 3.
Согласование работы тормозной муфты с работой механических фрикционных муфт (рис. 3Б)
Во избежание выхода из строя тормозной электромагнитной муфты необходимо не реже одного раза в месяц проверять расположение кулачка 2 относительно фиксирующего шарика 1 и конечного выключателя, находящихся в задней нише станины.
При фиксированном среднем положении рукоятки переключения фрикционных муфт, фиксирующий шарик 1 и толкатель в конечного выключателя должны находиться в середине своих пазов. Регулирование осуществляется установкой кулачка с помощью винта 3.
Одновременно необходимо проверять надежность крепления винтов 4 и 5.
Регулирование подачи масла на ходовой винт (рис. 36)
Подача масла на ходовой винт производится только при работе ходовым винтом. Для этого необходимо поворотом дросселя 1 открыть на нужную величину щель для поступления масла от ручного плунжерного насоса.
Расположение штуцеров электромагнитных муфт фартука и их регулирование (рис. 37):
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки справа—налево;
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки слева—направо;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от рабочего на изделие;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от изделия на рабочего.
В случае отказа в работе электромагнитных муфт фартука необходимо выключить станок и вывернуть щеткодержатель неисправной муфты.
Вывернутые щеткодержатели проверить на плавность перемещения щетки в держателе, проверить прилегание щетки к контактному кольцу.
Регулирование натяжения ремней главного привода (рис. 38)
Если будет замечено чувствительное снижение крутящего момента на шпинделе при нормально отрегулированной фрикционной муфте, следует произвести регулирование натяжения клиноременной передачи 2 главного привода. Для этого достаточно ослабить четыре болты 3 и вращением гайки 1 осуществить опускание электродвигателя главного привода с плитой 4 по продольным пазам.
Положение двигателя зафиксировать зажатием всех болтов 3.
Электрооборудование токарно-винторезного станка 1м63м
Схема электрическая принципиальная токарно-винторезного станка 1м63м

Электрическая схема токарно-винторезного станка 1м63м

Перечень элементов к электросхеме токарного станка 1м63м
Электрооборудование токарно-винторезного станка 1м63м. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
1м63м Станок токарно-винторезный универсальный быстроходный. Видеоролик.
Технические характеристики универсального токарного станка 1м63м
| Наименование параметра | 1м63 | 1м63д | 1м63м |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 325 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 10..1250 (22) | 10..1250 (22) | 12,5..1600 (22) |
| Частота обратного вращения шпинделя, об/мин (число ступеней) | 18..1800 (11) | 18..1800 (11) | 22,4..2240 (11) |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,025 0,026-0,38 0,028-0,34 | 0,06-1,4 0,024-0,518 0,019-0,434 | 0,06-1,4 0,024-0,518 0,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,2 0,039..1,18 0,336..1,0 | 0,24-5,6 0,096-2,072 0,076-1,736 | |
| Пределы шагов метрических резьб, мм (число ступеней) | 1..192 (56) | 1..224 | 1..224 (46) |
| Пределы шагов дюймовых резьб, ниток/дюйм (число ступеней) | 24..0,25 (33) | 56..0,25 | 28..0,25 (31) |
| Пределы шагов модульных резьб, модуль (число ступеней) | 0,5..48(55) | 0,5..112 | 0,25..56 (37) |
| Пределы шагов питчевых резьб, питч диаметральный (число ступеней) | 96..7/8 (52) | 112..0,5 | 112..0,5 (30) |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Связанные ссылки. Дополнительная информация
 1М63 Паспорт токарно-винторезного станка, (djvu) 2,0 Мб, Скачать
1М63 Паспорт токарно-винторезного станка, (djvu) 2,0 Мб, Скачать
Источник