- Настройка гитары дифференциала
- Статьи с близкой тематикой
- Отзывы
- 5Е32 Станок зубофрезерный вертикальный полуавтомат схемы, описание, характеристики
- Сведения о производителе вертикального зубофрезерного полуавтомата 5Е32
- Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
- 5Е32 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
- Принцип работы и особенности конструкции станка
- Зубофрезерные станки, работающие по методу огибания (обкатки)
- Общий вид и общее устройство зубофрезерного станка 5Е32
- Расположение составных частей зубофрезерного полуавтомата 5Е32
- Расположение органов управления зубофрезерным полуавтоматом 5Е32
Настройка гитары дифференциала
 Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Если не вдаваться в подробности работы кинематической схемы зубофрезерного станка и технологического процесса нарезания зубьев червячной фрезой, то данная задача заключается в сборке двухступенчатого цилиндрического зубчатого редуктора с заданным передаточным отношением ( u ) из имеющегося комплекта сменных колес. Этот редуктор и есть гитара дифференциала. В комплект (приложение к станку) входит, как правило, 29 зубчатых колес (иногда более 50) с одинаковым модулем и диаметром посадочного отверстия, но с разным количеством зубьев. В наборе могут присутствовать по две-три шестерни с одинаковым количеством зубьев.
Схема гитары дифференциала изображена ниже на рисунке.

Настройка гитары дифференциала начинается с определения расчетного передаточного отношения ( u ) по формуле:
u = p *sin ( β )/( m * k )
p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой).
Значение параметра ( p ) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка.
β – угол наклона зубьев нарезаемого колеса.
m – нормальный модуль нарезаемого колеса.
k – число заходов червячной фрезы, выбранной для работы.
После этого необходимо выбрать из набора такие четыре шестерни с числами зубьев Z1 , Z2 , Z3 и Z4 , чтобы, установленные в гитару дифференциала, они образовали редуктор с передаточным отношением ( u’ ) максимально близким к рассчитанному значению ( u ).
Как это сделать?
Подбор чисел зубьев шестеренок, обеспечивающий максимальную точность, можно выполнить четырьмя способами (по крайней мере, известными мне).
Рассмотрим кратко все варианты на примере зубчатого колеса с модулем m =6 и углом наклона зубьев β =8°00’00’’. Параметр станка p =7,95775. Червячная фреза – однозаходная k =1.
Для исключения ошибок при многократных расчетах составим простую программу в Excel, состоящую из одной формулы, для расчета передаточного числа.

Расчетное передаточное число гитары ( u ) считываем
в ячейке D8: =D3*SIN (D6/180*ПИ())/D5/D4 =0,184584124
Относительная погрешность подбора не должна превышать 0,01%!
δ =|( u — u’ )/ u |*100 u ) представляем приближениями в виде обычных дробей.
u =0,184584124≈5/27≈12/65≈79/428≈ 91/493 ≈6813/36910
Это можно сделать при помощи программы для представления многозначных констант приближениями в виде дробей с заданными точностями или в Excel подбором.
Выбираем подходящую по точности дробь и раскладываем ее числитель и знаменатель на произведения простых чисел. Простые числа в математике – это те, что делятся без остатка только на 1 и на себя.
u’ =91/493=0,184584178
91/493=(7*13)/(17*29)
Умножаем числитель и знаменатель выражения на 2 и на 5. Получаем результат.
Вычисляем относительную погрешность выбранного варианта.
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184584178)/0,184584124| *100=0,000029% Z1 =23 Z2 =98 Z3 =70 Z4 =89
u’ =(23*70)/(98*89)=0,184590690
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Z1 =23 Z2 =89 Z3 =50 Z4 =70
u’ =(23*50)/(89*70)=0,184590690
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Уважающих труд автора приглашаю подписаться на анонсы статей, чтобы не пропустить появление возможно важной для вас информации (подписные формы — в конце статьи и наверху страницы).
Статьи с близкой тематикой
Отзывы
14 комментариев на «Настройка гитары дифференциала»
- tehotdel.nov 08 мая 2015 15:49
Пользуюсь вот Duncans Gear calculator, но хотелось бы оправославить все это дело в excel’е, т.к. там считаю передаточное — хотелось бы сразу все в одном месте иметь. Ума не приложу какие функции будут перебирать ряд колес (например, от 23 до 100) да еще чтоб дважды не перебирал одно и то же, считать их соотношение. А два числа сравнить то я уж сумею xD
Алгоритм решения этой задачи можно реализовать в Excel (Excel может всё!), но требуется поработать.
Ссылка на блок-схему алгоритма:
Ладно, скрипт так скрипт. Благодарю)
Александр, опираясь на Вашу статью разработал программу «Настройка гитары дифференциала» в VB6. Скачать ее можно на страничке twirpx.com/file/1676547/.
Использую ее в производстве.
Последнюю версию (значение угла можно вводить в формате ГГ.ММСС) могу выслать каждому желающему. (gerasimow1.narod.ru)
Спасибо за полезную информацию, как раз сейчас восстанавливаю себе зубофрезер 5к324. Для начала буду пользоваться Duncans, но на будущее планирую поставить электропривод, управляемый микроконтроллером, так, чтобы в сам микроконтроллер загонять данные колеса и фрезы, а он сам считал нужный коэффициент передачи и осуществлял с этим коэффициентом синхронизацию вращения шпинделя и стола.
Доброго времени . Подскажите где можно скачать программу настройки гитары дефферициала ? для мод 532 , К532А
Если Вы внимательно прочитаете еще раз статью, то сами ответите на свой вопрос.
Для модели 532 p=5,9683.
(p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой)
У меня станок 5Е32П, а р я не знаю.Не подскажите?
Не подскажу. Поищите паспорт на свой станок в интернете.
Можете посчитать мне гитара дифференциала для шестерни
p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой).
Значение параметра (p) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка.
β – угол наклона зубьев нарезаемого колеса.
m – нормальный модуль нарезаемого колеса.
k – число заходов червячной фрезы, выбранной для работы.
Какой набор колес для гитары дифференциала у вас есть в наличии (число зубьев / количество штук в наборе; полный список)?
Материал представляет интерес. Занимаемся вопросом давно. Можете выслать задание на создание набора колёс (минимальное и максимальное количества зубьев колёс набора, количество колёс в наборе, условие сцепляемости, другие требования) — решим. Можете выслать существующий набор — определим характеристики (диапазон реализуемых передаточных отношений и количество отношений, график плотности распределения в диапазоне, другое).
Здравствуйте, Александр! Проблема с настройкой станка 5324 на косозубую шестеню. Вернее, с самой кинематикой. Знаю, что для этого нужно разблокировать дифф-ал кулачковой муфтой. Та, что в паспотре на картинке не совсем понятна. Если я выложу кинематическую схему станка, Вы сможете подсказать, что и с чем нужно блокировать? Спасибо!
Андрей, здравствуйте. Ваш комментарий попал в спам, и я его не увидел. За 10 прошедших дней, думаю, разобрались с кинематикой?
Источник
5Е32 Станок зубофрезерный вертикальный полуавтомат
схемы, описание, характеристики

Сведения о производителе вертикального зубофрезерного полуавтомата 5Е32
Производитель вертикального зубофрезерного полуавтомата 5Е32 Егорьевский станкостроительный завод Комсомолец, СЗК, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
5Е32 Станок зубофрезерный вертикальный полуавтомат. Назначение и область применения
Станок 5Е32 является усовершенствованной моделью станка 5Д32. У станка 5Е32 иначе устроено автоматическое выключение радиальной подачи стойки. Кроме того, механизм станка быстро подводит фрезу к обрабатываемой заготовке, переключается на рабочий ход, а после нарезания зубьев отводит суппорт в исходное положение. Фреза на глубину врезания подается, как на станке 5Д32, перемещением суппортной стойки.
Зубофрезерный станок 5Е32 был заменен более совершенной моделью серии К 5К32.
Станок зубофрезерный модели 5Е32 является универсальным и предназначен для фрезерования червячными фрезами цилиндрических прямозубых, косозубых колес среднего размера, а также червячных колес радиальным методом в условиях единичного, мелкого и среднесерийного производства.
На этом станке 5Е32 можно производить зубонарезание методами встречного и попутного фрезерования. Станок работает по замкнутому полуавтоматическому циклу, имеет механизм для передвижения фрезы, что увеличивает стойкость и срок службы фрез; позволяет производить работу при повышенных скоростях резания и подаче.
Принцип работы и особенности конструкции станка
Для равномерного износа зубьев фрезы по всей длине она имеет осевое перемещение. Перемещение выполняется нажатием кнопки; при освобождении кнопки перемещение фрезы прекращается.
Нарезание зубчатых колес производится по способу обкатки фрезы и обрабатываемой заготовки методами «попутного» и «встречного» зубофрезерования с диагональной и обычной подачами.
При зубофрезеровании с диагональной подачей фреза перемещается вдоль нарезаемого зуба и одновременно вдоль собственной оси, что значительно повышает ее стойкость.
Конструкция станка 5Е32 предусматривает возможность радиального врезания фрезы в заготовку, что сокращает машинное время обработки.
Червячные колеса могут нарезаться с радиальной и осевой подачей фрезы. В последнем случае необходим протяжной суппорт, который поставляется со станком и по специальному заказу.
Станок рассчитан на работу червячными фрезами из быстрорежущей стали. Обработка цилиндрических колес может производиться методом «встречного» (вертикальная подача фрезы сверху вниз) и «попутного» фрезерования (вертикальная подача фрезы снизу вверх).
При «попутном» методе допускается увеличение скорости резания на 20—25% по сравнению со «встречным» методом. При этом получается лучшая чистота поверхности зубьев.
Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Во время работа станка осуществляется одновременно вращательное движение червячной фрезы (движение резания) и вертикальное ее перемещение (движение подачи). Заготовка, закрепленная на оправке или подставке, установленной на столе станка, вращается во время работы согласованно с фрезой.
Зубчатые колеса можно нарезать на станке за один или несколько проходов, изменяя соответствующим образом установку глубины резания.
Станок 5Е32 работает по замкнутому полуавтоматическому циклу и по циклу наладки. Специальное устройство позволяет производить:
- автоматическую остановку станка в конце резания
- быструю подачу салазок суппорта и стойки, необходимую при наладке
- быстрое перемещение фрезы в исходное положение
Станок 5Е32 выполняется в соответствии с нормами точности по ГОСТ 659—53.
Зубофрезерные станки, работающие по методу огибания (обкатки)

Рис. 1. Зубофрезерные станки, работающие по методу огибания

Рис. 2. Принципиальная схема настройки зубофрезерного станка

Рис. 3. Структурная схема зубофрезерного станка
Зубофрезерные станки, работающие по методу огибания (обкатки), предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 3).
При нарезании зубьев вращения фрезы и заготовки должны быть согласованы между собой. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 2. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение ix между числом оборотов колеса и фрезы.
Рассмотрим формообразующие движения станка для образования профиля зубьев, для чего обратимся к структурной схеме станка (рис. 3). При нарезании прямозубого цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1. регулируемое органом настройки iv вращение заготовки B2, согласованное с вращением фрезы Вх; перемещение суппорта с фрезой параллельно оси стола П, настраиваемое органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх. При перемещении суппорта сверху вниз осуществляется встречное фрезерование, В этом случае при вращении фрезы зубья движутся навстречу срезаемому слою металла. При перемещении суппорта снизу вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся попутно со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20—25% по сравнению со встречным методом.
При нарезании косозубых колес к рассмотренным выше формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). Это движение состоит из вращения заготовки В3 и поступательного перемещения П фрезы. Следовательно, одно исполнительное звено — стол станка — должно иметь два вращения В2 и В3 с независимыми скоростями, что возможно при наличии суммирующего механизма.
Общий вид и общее устройство зубофрезерного станка 5Е32

Фото зубофрезерного станка 5е32

Фото зубофрезерного станка 5е32
Расположение составных частей зубофрезерного полуавтомата 5Е32

Расположение основных узлов зубофрезерного станка 5е32
Расположение основных узлов зубофрезерного станка 5е32
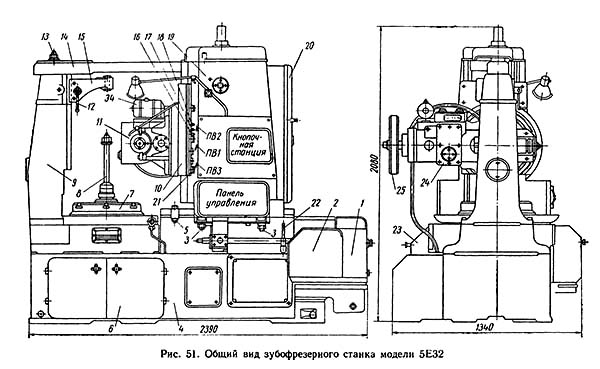
Станок 5Е32 (рис. 51) состоит из следующих основных узлов:
- станина 4,
- суппортная стойка 19,
- салазки 10,
- суппорт 11,
- стол 7,
- задняя стойка 9
- поперечина 14.
Станина 4 является основанием станка; на ней имеются направляющие для движения стойки 19 и кольцевые направляющие для вращения стола 7. Внутри станины расположены электродвигатели Э1 для главного движения (см. рис. 53), Э2 — для быстрых перемещений суппорта, суппортной стойки и шпинделя с фрезой, ЭЗ — для насоса (на схеме не показан), подающего охлаждающую жидкость. Электродвигатель ЭЗ включается только при включении Э1, т. е. охлаждающая жидкость подается при вращении фрезы.
Салазки 10 предназначены для передвижения суппорта 11 вверх и вниз быстро или медленно в зависимости от холостого или рабочего хода.
При обработке червячных колес салазки после надлежащей установки закрепляются болтами 21 на направляющих стойки 19.
Суппорт 11 может быть повернут и закреплен на салазках под требуемым углом положения фрезы к заготовке. Для отсчета угла поворота суппорта на нем имеется круговая шкала в градусах, а на салазках — нониус с ценой деления 6 мин.
На шпинделе фрезы укреплен маховик 25, который служит для увеличения плавности вращения фрезы в процессе резания. Тут же расположен электродвигатель Э4 с механизмом передвижения фрезы и указатель уровня масла 24.
Под крышками размещены гитара дифференциала 2, гитара скоростей 1, гитара делений и гидроуправление, гитара подач 23. Под крышками 6 находятся стеллажи для хранения сменных зубчатых колес, под крышкой 20 — шкаф с электрооборудованием.
Суппортная стойка 19 может перемещаться по направляющим станины и закрепляться гайками 3 и 13 в любом положении. Перемещение стойки ограничивается подвижным упором 5.
Внутри стойки помещены механизмы главного движения и подач и цилиндр гидравлического противовеса суппорта. На задней стенке стойки расположен пульт электрооборудования, на крышке 20 которого имеются выключатели электрического питания и двигателя насоса охлаждающей жидкости. На салазках в пазах расположены переставные кулачки 16, 17, 18, которые, действуя на путевые переключатели ПВ1, ПВ2 и ПВЗ, управляют движением в стойке.
Поверхности соприкосновения кулачков и переключателей расположены так, чтобы кулачок 16 действовал только на переключатель ПВЗ, а кулачок 18 — на переключатель ПВ2 и кулачок 17— на переключатель ПВ1, свободно проходя мимо остальных переключателей. Кулачки 16, 17, 18 устанавливаются в зависимости от величины холостого и рабочего ходов суппорта.
Позади салазок расположены кулачки, действующие на переключатель, выключающий перемещение суппорта в крайних положениях. Рукоятка 22 служит для включения и выключения рабочей подачи суппорта.
Стол 7 сообщает вращение заготовке, обычно закрепляемой на оправке 8.
Задняя стойка 9 неподвижна относительно стола. По ее внутренним направляющим может перемещаться кронштейн 15. В кронштейне закреплена втулка с внутренним конусом, точно центрирующим оправку 8. Вместо втулки можно установить центр, поддерживающий верхний конец установленной заготовки. При движении рукоятки 12 «на себя» кронштейн 15 закрепляется в любом положении, а движение рукоятки «от себя» служит для вращения реечной шестерни, катящейся по рейке, прикрепленной к стойке 9 и перемещающей кронштейн 15.
Поперечина 14 служит для увеличения жесткости станка, сводя до минимума деформации стоек и вибрации.
Расположение органов управления зубофрезерным полуавтоматом 5Е32

Расположение органов управления зубофрезерным станком 5е32
Источник