- Программа настройки гитары деления для зубодолбежных станков 5м150, 5м161, 5В150, 5В161, 5М150П, КСЗ
- Расчет гитары деления производится по следующей формуле:
- Настройка гитары дифференциала
- Статьи с близкой тематикой
- Отзывы
- Расчёт гитары деления. Как посчитать?
- Справочник зубореза — Страница 8
- НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС ЧЕРВЯЧНЫМИ ФРЕЗАМИ
- ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ
- ЗУБОФРЕЗЕРНЫЕ СТАНКИ
- Конструкция и технические характеристики станков
- Наладка зубофрезерных станков
Программа настройки гитары деления для зубодолбежных станков 5м150, 5м161, 5В150, 5В161, 5М150П, КСЗ
Настройка гитары деления производится сменными зубчатым колесами. Наша программа указав необходимые параметры, сможет рассчитать гитару деления и укажет какие шестерни необходимо установить.
 |  | |||||||||||||||||||||||||
 | где a,b,c,d — число зубьев сменных зубчатых колес гитары деления; Z1-Число зубьев долбяка; Z2-Число зубьев обрабатываемого зубчатого колеса; Источник Настройка гитары дифференциала
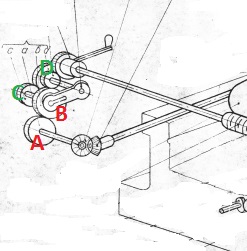
Если не вдаваться в подробности работы кинематической схемы зубофрезерного станка и технологического процесса нарезания зубьев червячной фрезой, то данная задача заключается в сборке двухступенчатого цилиндрического зубчатого редуктора с заданным передаточным отношением ( u ) из имеющегося комплекта сменных колес. Этот редуктор и есть гитара дифференциала. В комплект (приложение к станку) входит, как правило, 29 зубчатых колес (иногда более 50) с одинаковым модулем и диаметром посадочного отверстия, но с разным количеством зубьев. В наборе могут присутствовать по две-три шестерни с одинаковым количеством зубьев. Схема гитары дифференциала изображена ниже на рисунке.
Настройка гитары дифференциала начинается с определения расчетного передаточного отношения ( u ) по формуле: u = p *sin ( β )/( m * k ) p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой). Значение параметра ( p ) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка. β – угол наклона зубьев нарезаемого колеса. m – нормальный модуль нарезаемого колеса. k – число заходов червячной фрезы, выбранной для работы. После этого необходимо выбрать из набора такие четыре шестерни с числами зубьев Z1 , Z2 , Z3 и Z4 , чтобы, установленные в гитару дифференциала, они образовали редуктор с передаточным отношением ( u’ ) максимально близким к рассчитанному значению ( u ). Как это сделать? Подбор чисел зубьев шестеренок, обеспечивающий максимальную точность, можно выполнить четырьмя способами (по крайней мере, известными мне). Рассмотрим кратко все варианты на примере зубчатого колеса с модулем m =6 и углом наклона зубьев β =8°00’00’’. Параметр станка p =7,95775. Червячная фреза – однозаходная k =1. Для исключения ошибок при многократных расчетах составим простую программу в Excel, состоящую из одной формулы, для расчета передаточного числа.
Расчетное передаточное число гитары ( u ) считываем в ячейке D8: =D3*SIN (D6/180*ПИ())/D5/D4 =0,184584124 Относительная погрешность подбора не должна превышать 0,01%! δ =|( u — u’ )/ u |*100 u ) представляем приближениями в виде обычных дробей. u =0,184584124≈5/27≈12/65≈79/428≈ 91/493 ≈6813/36910 Это можно сделать при помощи программы для представления многозначных констант приближениями в виде дробей с заданными точностями или в Excel подбором. Выбираем подходящую по точности дробь и раскладываем ее числитель и знаменатель на произведения простых чисел. Простые числа в математике – это те, что делятся без остатка только на 1 и на себя. u’ =91/493=0,184584178 91/493=(7*13)/(17*29) Умножаем числитель и знаменатель выражения на 2 и на 5. Получаем результат. Вычисляем относительную погрешность выбранного варианта. δ =|( u — u’ )/ u |*100=|(0,184584124-0,184584178)/0,184584124| *100=0,000029% Z1 =23 Z2 =98 Z3 =70 Z4 =89 u’ =(23*70)/(98*89)=0,184590690 δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Z1 =23 Z2 =89 Z3 =50 Z4 =70 u’ =(23*50)/(89*70)=0,184590690 δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Уважающих труд автора приглашаю подписаться на анонсы статей, чтобы не пропустить появление возможно важной для вас информации (подписные формы — в конце статьи и наверху страницы). Статьи с близкой тематикойОтзывы14 комментариев на «Настройка гитары дифференциала»
Пользуюсь вот Duncans Gear calculator, но хотелось бы оправославить все это дело в excel’е, т.к. там считаю передаточное — хотелось бы сразу все в одном месте иметь. Ума не приложу какие функции будут перебирать ряд колес (например, от 23 до 100) да еще чтоб дважды не перебирал одно и то же, считать их соотношение. А два числа сравнить то я уж сумею xD Алгоритм решения этой задачи можно реализовать в Excel (Excel может всё!), но требуется поработать. Ссылка на блок-схему алгоритма: Ладно, скрипт так скрипт. Благодарю) Александр, опираясь на Вашу статью разработал программу «Настройка гитары дифференциала» в VB6. Скачать ее можно на страничке twirpx.com/file/1676547/. Использую ее в производстве. Последнюю версию (значение угла можно вводить в формате ГГ.ММСС) могу выслать каждому желающему. (gerasimow1.narod.ru) Спасибо за полезную информацию, как раз сейчас восстанавливаю себе зубофрезер 5к324. Для начала буду пользоваться Duncans, но на будущее планирую поставить электропривод, управляемый микроконтроллером, так, чтобы в сам микроконтроллер загонять данные колеса и фрезы, а он сам считал нужный коэффициент передачи и осуществлял с этим коэффициентом синхронизацию вращения шпинделя и стола. Доброго времени . Подскажите где можно скачать программу настройки гитары дефферициала ? для мод 532 , К532А Если Вы внимательно прочитаете еще раз статью, то сами ответите на свой вопрос. Для модели 532 p=5,9683. (p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой) У меня станок 5Е32П, а р я не знаю.Не подскажите? Не подскажу. Поищите паспорт на свой станок в интернете. Можете посчитать мне гитара дифференциала для шестерни p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой). Значение параметра (p) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка. β – угол наклона зубьев нарезаемого колеса. m – нормальный модуль нарезаемого колеса. k – число заходов червячной фрезы, выбранной для работы. Какой набор колес для гитары дифференциала у вас есть в наличии (число зубьев / количество штук в наборе; полный список)? Материал представляет интерес. Занимаемся вопросом давно. Можете выслать задание на создание набора колёс (минимальное и максимальное количества зубьев колёс набора, количество колёс в наборе, условие сцепляемости, другие требования) — решим. Можете выслать существующий набор — определим характеристики (диапазон реализуемых передаточных отношений и количество отношений, график плотности распределения в диапазоне, другое). Здравствуйте, Александр! Проблема с настройкой станка 5324 на косозубую шестеню. Вернее, с самой кинематикой. Знаю, что для этого нужно разблокировать дифф-ал кулачковой муфтой. Та, что в паспотре на картинке не совсем понятна. Если я выложу кинематическую схему станка, Вы сможете подсказать, что и с чем нужно блокировать? Спасибо! Андрей, здравствуйте. Ваш комментарий попал в спам, и я его не увидел. За 10 прошедших дней, думаю, разобрались с кинематикой? Источник Расчёт гитары деления. Как посчитать?Расчёт гитары деления на зубофрезерный станок, пожалуй одно из самых необходимых действий при настройки станка. Считать гитару деления должен уметь каждый зуборезчик (на некоторых предприятиях в чертежах написана гитара деления). Основная формула для расчётов — это отношение постоянной станка к количеству зубьев нарезаемой детали: c деления/количество зубьев. К примеру если постоянная станка 24, а нам необходимо нарезать 99 зубьев, то гитара деления будет выглядеть так — 24/99 (a/b). Ведущая шестерня 24, а ведомая 99. Иногда приходится разлаживать числа, так как шестерни могут не соединиться или постоянная такая что не поставишь, например есть постоянная 10, или число зубьев большое — от 127 и больше. Тогда гитара деления выглядит так — a/b c/d/. Шестерня a соединяется с шестерней b, которая на одном валу с шестерней c, шестерня c соединяется с шестерней d. Есть чуть другой вариант, главное что бы числитель не соединялся с числителем, а знаменатель со знаменателем и передаточное число соответствовало основному варианту — a/b. Всё это понятней на видео которое я сделал для вас: Какие постоянные у зубофрезерных станков? Сильно долго не буду вникать в это, сразу по быстрому, постоянные которые знаю из личного опыта: 10, 15, 20, 24, 25, 30, 48, 60, 72. А вот к примеру постоянная на зубодолбёжном станке разная, это количество зубьев на долбяке. В некоторых случаях гитара деления берётся из таблиц. К примеру на рейкофрезерный станок. На данном станке получается именно шаг определённого модуля. К примеру при обкатке или единичном делении на обычном зубофрезерном станке получается тоже шаг, но он получается путём деления окружности на равные части. В случаем же с рейкой — она может быть условно бесконечной, поэтому тут расчёт чуть другой именно на шаг. Таблица гитары деления на реечный станок, должна быть в паспорте данного станка. Так же гитара деления считается по другим формулам, а проще взять сразу с таблица, на некоторые зарубежные станки. Например я сейчас начал работать на немецком зубофрезерном станке GFL там есть таблица. Давайте я вам покажу на изображениях как считать гитару деления. К примеру посчитаем гитару деления с постоянной станка — 10, число зубьев — 60.
Давайте возьмём вариант чуть посложней, постоянная станка — 30, а нарезать надо 366 зубьев. Гитара деления будет с паразиткой (паразитка любая удобная шестерня которая служит для изменения вращения и не влияет на передаточное число). Итак:
В этом случае можно посчитать чуть по другому, но принцип не меняется. Если есть вопросы, пишите в комментариях! Поделится, добавить в закладки! Источник Справочник зубореза — Страница 8НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС ЧЕРВЯЧНЫМИ ФРЕЗАМИОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕНарезание зубьев червячной фрезой осуществляется на зубофре-зерных станках методом обкатки. Профиль режущей части червячной фрезы в осевом ее сечении близок к профилю рейки, поэтому нарезание зубьев червячной фрезой можно представить как зацепление рейки с зубчатым колесом. Рабочий ход (движение резания) осуществляется вращением фрезы 4 (рис. 1). Для обеспечения обкатки вращение фрезы и заготовки 3 должно быть согласовано так же, как при зацеплении червяка 1 и колеса 2, т. е. частота вращения стола с заготовкой должна быть меньше частоты вращения фрезы во столько раз, во сколько число нарезаемых зубьев больше числа заходов фрезы (при однозаходной фрезе стол с заготовкой вращается в г раза медленнее фрезы). Движение подачи осуществляется перемещением суппорта с фрезой относительно нарезаемого колеса (параллельно его оси). В новых конструкциях станков имеется также радиальная подача (врезания). При нарезании косозубых колес должно быть обеспечено дополнительное 1. Основные кинематические цепи зубофрезерных станков
Рис. 1. Принцип работы зубофрезерных станков:
1 — червяк; 2 — делительное червячное колесо; 3 — заготовка; 4 — фреза; 5 — гитара деления вращение стола с заготовкой, связанное с движением подачи. Поэтому зубофрезерный станок имеет кинематические цепи и органы их настройки (гитары), указанные в табл. 1. ЗУБОФРЕЗЕРНЫЕ СТАНКИКонструкция и технические характеристики станковВ зависимости от положения оси заготовки зубофрезерные станки (табл. 2—4) подразделяют на вертикальные и горизонтальные, Вертикальные зубофрезерные станки (рис. 2) изготовляют двух типов: с подающим столом и с подающей колонной (стойкой).
Рис. 2. Общий вид вертикального зубофрезерного станка: 1 — стол; 2 — станина; 3 — пульт управления; 4 — колонна; 5 — фрезерный суппорт; 6 — кронштейн; 7 — поддерживающая стойка Станок с подающим столом, на котором закреплена заготовка, имеет неподвижную колонну с фрезерным суппортом и заднюю поддерживающую стойку с поперечиной или без нее. Сближение фрезы и заготовки осуществляется горизонтальным перемещением стола (по направляющим). Станок с подающей колонной, которая перемещается для сближения с заготовкой, закрепленной на неподвижном столе, может быть выполнен с задней стойкой или без нее. Обычно так выполняют крупные станки. 2, Основные данные о зубофрезерных станках
1. Станки, имеющие букву «П» в обозначении, а также модели 5363, 5365, 5371, 5373, 531ОА являются станками повышенной и высокой точности и предназначены, в частности, для нарезания турбинных зубчатых колес. 2. Крупные станки (мод. 5342 и т. п.) имеют механизм единичного деления для работы дисковыми и пальцевыми фрезами с использованием поставляемых по заказу накладных головок: для нарезания колес с внешними зубьями пальцевой фрезой (см. табл. 5), колес с внутренними зубьями дисковой или пальцевой фрезой или специальной червячной фрезой (см. табл. 1). По заказу поставляются протяжной суппорт для нарезания червячных колес с тангенциальной подачей и механизм для нарезания колес с углом конуса вершин зубьев до 10°, механизм реверса для нарезания пальцевой фрезой шевронных колес без канавки. 3. Станки мод. 542, 543, 544, 546 и станки, созданные на их базе, предназначены для нарезания крупных червячных колес высокой точности, например делительных колес зуборезных станков. 4. Горизонтальные станки мод. 5370, 5373, 5375 и станки, созданные на их базе, предназначены для работы червячной, пальцевой и дисковой фрезой, остальные станки отечественного производства применяют только для работы червячной фрезой. 5. Буквы, указанные в скобках после наименования модели, означают варианты данной модели: например, 5К324 (А, П) означает, что имеются модели 5К324, 5К324А и 5К324П. 3. Основные размеры стола (в мм) зубофрезерных станков, число зубьев делительного колеса z k
Рис. 3. Горизонтальный зубофрезерный станок: 1 — станина; 2 — задняя бабка; 3 — фрезерный суппорт; 4 — планшайба; 5 — передняя бабка Горизонтальные зубофрезерные станки (рис. 3), предназначенные преимущественно для нарезания червячными фрезами зубьев валов-шестерен (зубчатых колес, изготовленных за одно целое с валом) и зубчатых колес небольших размеров, выполняют с подающей шпиндельной бабкой, несущей заготовку, или с подающим фрезерным суппортом. 4. Некоторые виды проверок точности вертикальных зубофрезерных станков
На станке с подающей шпиндельной бабкой один конец заготовки закреплен в шпиндельной бабке, а другой поддерживается задним центром. Червячная фреза находится под заготовкой на шпинделе фрезерного суппорта, каретка которого перемещается горизонтально по направляющим станины станка параллельно оси заготовки. Радиальное врезание фрезы осуществляется вертикальным перемещением шпиндельной бабки вместе с задним центром и обрабатываемой заготовкой. На станке с подающим суппортом заготовку закрепляют в шпиндельной бабке и в люнетах. Червячная фреза находится за изделием, на шпинделе фрезерного суппорта, каретка которого при рабочей подаче перемещается горизонтально по направляющим станины, параллельно оси обрабатываемого изделия» Радиальное врезание фрезы осуществляется горизонтальным перемещением фрезерного суппорта перпендикулярно оси заготовки. Приводом стола зубофрезерного станка является червячная делительная передача — червяк с червячным колесом. От точности этой передачи в основном зависит кинематическая точность станка. Поэтому нельзя допускать слишком большую скорость вращения стола во избежание нагрева и заедания зубьев делительной червячной передачи. В случае нарезания колес с малым числом зубьев, а также при применении многозаходных фрез следует определять фактическую скорость скольжения червячной делительной пары, которая для чугунных колес не должна превышать 1—1,5 м/с, а для червячного колеса с бронзовым венцом 2—3 м/с. Скорость скольжения Uс (примерно равна окружной скорости червяка) и частота вращения nч можно определить по формулам
где dч — диаметр начальной окружности делительного червяка, мм; nч; n — частота вращения червяка и фрезы, об/мин; zк; z — числа зубьев делительного и нарезаемого колес; k — число заходов червячной фрезы. В конструкциях станков предусмотрена возможность регулировки делительной пары, подшипников стола и шпинделя, клиньев и червячной пары суппорта. Наладка зубофрезерных станковОсновными операциями наладки являются настройка кинематических цепей станка (гитар скоростей, подач, деления, дифференциала); установка, выверка, закрепление заготовки и фрезы; установка фрезы относительно заготовки на требуемую глубину фрезерования; установка упоров автоматического выключения станка. Передачу движения различным механизмам станка удобно рассматривать на его кинематической схеме (рис. 4), чем значительно облегчается вывод формул для настройки цепей станка. На схеме указаны числа зубьев цилиндрических, конических и червячных колес и числа заходов червяка в червячной передаче. Показаны также электродвигатели главного привода, ускоренных движений, осевого перемещения фрезы (вдоль оси фрезерной оправки), что позволяет в ряде случаев повысить стойкость фрезы. На схеме показаны электромагнитные муфты, включение которых в различных сочетаниях обеспечивает требуемые движения: МФ1 или МФ2 — быстрое перемещение стола или суппорта; МФ1 и МФ4 — радиальная подача стола; МФ2 и МФ4; МФ2 и МФЗ — вертикальная подача суппорта вверх и вниз. Нарезание червячных колес производится при радиальной подаче фрезы.
В зубофрезерных станках имеется механизм дифференциала, предназначенный для дополнительного вращения заготовки при нарезании косозубых колес. При работе с включенным дифференциалом колесо z = 58 получает и передает к столу основное и дополнительное вращения. Основное вращение передается через конические колеса z = 27, дополнительное вращение — от гитары дифференциала через коническую передачу 27/27, червячную передачу 1/45, водило, колеса дифференциала z = 27. При этом ведомое колесо вращается вдвое быстрее, чем червячное колесо z = 45 и водило (см. далее настройку цепи дифференциала). Основное и дополнительное вращения складываются (вращение заготовки ускоряется), если наклон зубьев колеса и направление витка фрезы одинаковы (например, правое колесо нарезается правой фрезой), и вычитаются, если они различны (например, правое колесо нарезается левой фрезой). Необходимое направление дополнительного вращения относительно основного обеспечивается промежуточным колесом в гитаре дифференциала. При нарезании прямозубых колес дифференциал выключают, водило неподвижно, и передается только основное движение (кроме рассматриваемой далее наладки станка для нарезания прямозубого колеса с простым числом зубьев). Настройка гитар станков мод. 5К32А и 5К324А (см. рис. 4). Гитара скоростей (вращения фрезы). Скоростная цепь связывает заданную частоту вращения фрезы nф с частотой вращения электродвигателя главного привода nэ = 1440 об/мин, поэтому уравнение скоростной цепи имеет следующий вид:
откуда передаточное отношение гитары скоростей
где а и Ь — числа зубьев сменных колес гитары скоростей. Станок снабжен пятью парами сменных колес (23/64, 27/60; 31/56; 36/51; 41/46). Колеса каждой пары могут быть установлены в указанном и обратном порядках (например, 64/23), что позволяет получать соответственно десять различных частот вращения фрезы (40, 50, 63, 80, 100, 125, 160, 200, 250, 315 об/мин). Гитара деления. Для нарезания колес с заданным числом зубьев г за время одного оборота червячной фрезы с числом заходов k заготовка должна сделать k/z, оборота, что обеспечивается подбором сменных колес гитары деления с передаточным отношением iдел. Уравнение делительной цепи имеет следующий вид:
В общем виде расчетную формулу для настройки гитары деления можно представить так:
Значения Сдел для ряда станков даны в табл. 5. 5. Коэффициенты Сдел и Сдиф в формулах настройки гитары деления и гитары дифференциала зубофрезерных станков
К станку прилагается 45 сменных колес модулем 2,5 мм. гитар деления, подач и дифференциала со следующими числами зубьев: 20 (2 шт.), 23, 24 (2 шт.), 30, 33, 34, 35, 37, 40 (2 шт.), 41, 43, 45, 47, 50, 53, 55, 58, 59. 60, 61, 62, 67, 70 (2 шт.), 71, 72, 75 (2 шт.), 79, 80, 83, 85, 89, 90, 92, 95, 97 98, 100. Пример 1. Рассчитать сменные колеса гитары деления для нарезания колеса z = 88 однозаходной фрезой на станке мод. 5КЗ24А. Решение:
Возможны и другие варианты подбора сменных колес, например 30/55 35/70 и т. д. Чтобы разместить в любой гитаре две пары сменных колес, должны быть выполнены условия: а1 + b1 > с1; c1 + d1 > b1. Проверяем: 30 + 55 > 40; 40 + 80 > 55; 0ба условия выполнены. Пример 2. Подобрать по прилагаемой к станку таблице сменные колеса для нарезания колеса z = 88 двухзаходной фрезой на станке, указанном в примере 1. Решение z = 88/2 = 44. По таблице находим iдел = 30 / 55 = a1 / b1 Как видим, здесь достаточно одной пары сменных колес. Если по конструкции гитары требуются две пары сменных колес, то вторая пара добавляется с передаточным отношением, равным единице; например: iдел = 30 / 55 40 / 40. Гитара подачи. За один оборот заготовки, установленной на столе, суппорт с фрезой должен получить вертикальное перемещение на величину осевой (вертикальной) подачи So (выбранной при назначении режимов резания), что и обеспечивается настройкой гитары подач. Уравнение цепи вертикальной подачи, если рассматривать эту цепь станка от стола к фрезерному суппорту, имеет следующий вид (in— передаточное отношение гитары подачи, 10 мм — шаг винта вертикальной подачи):
Соответственно получены значения вертикальных и горизонтальных (радиальных) подач для данного станка:
где Спод.— коэффициент, зависящий от кинематической цепи данного станка. Для упрощения подбора сменных колес гитары подач также пользуются таблицей, прилагаемой к станку. Гитара дифференциала. При перемещении суппорта на величину осевого Px шага косозубого колеса стол с заготовкой помимо поворота в делительной цепи должен сделать дополнительный поворот на пеличину окружного шага нарезаемого колеса, т. е. на 1/z оборота, что и обеспечивается настройкой гитары дифференциала. Число оборотов винта вертикальной подачи с шагом t =10 мм, соответствующее перемещению гайки с суппортом на величину осевого шага колеса, nв = ta/t. Рассматривая кинематическую схему станка от фрезерного суппорта к столу через гитару дифференциала с передаточным отношением iдиф, составляем уравнение цепи дифференциала:
где mn и В — нормальный модуль и угол наклона зубьев нарезаемого колеса; k —число заходов фрезы; Сдиф — коэффициент, постоянный для данного станка (см. табл. 5). К станку прилагаются таблицы для подбора сменных колес дифференциала в зависимости от модуля и угла наклона зубьев В. Но так как число значений В в таблицах ограничено, сменные колеса приходится подбирать расчетным путем. В расчетную формулу входят величины Пи = 3,14159 . и sin В, поэтому невозможен абсолютно точный подбор сменных колес гитары дифференциала. Расчет обычно производят с точностью до пятого — шестого знака после запятой. Затем с помощью специально изданных таблиц для подбора сменных колес полученную по формуле десятичную дробь с высокой точностью превращают в простую дробь или в произведение двух простых дробей, числитель и знаменатель которых соответствуют числам зубьев сменных колес гитары дифференциала. Пример 1. Подобрать сменные колеса гитары дифференциала для нарезания однозаходной червячной фрезой косозубого колеса mn = 3 мм; B = 20° 15′ на станке мод. 5К32А или 5К324А.
1-й вариант решения. По таблицам работы [9] находим ближайшее значение iдиф и соответствующие ему числа зубьев сменных колес
2-й вариант решения. С помощью таблиц работы [12] переведем десятичную дробь в простую и разложим на множители: 0,91811 = 370/403 = 2*5*37/(13*31). Путем умножения числителя и знаменателя дроби на 10 = 5*2 получаем
Результаты подбора сменных колес по разным таблицам совпадают, но 1-й вариант решения получают быстрей, поэтому удобнее пользоваться таблицами, приведенными в работе [9]. Пример 2. Подобрать сменные колеса для условий, приведенных в примере 1, но при B = 28° 37′.
I/1,27045 = 0,7871122 = 40*55/(43*65), iдиф = 65*43/(40*55) = a3/b3 * c3/d3. Ускоренное перемещение суппорта: Sмин = 1420*25/25*36/60*50/45*1/24*10 = 390 мм/мин; Sмин = 1420*25/25*36/60*45/50*34/61*1/36 = 118 мм/мин. Нарезание прямозубых колес с простыми числами зубьев *1. При отсутствии сменных колес гитары деления колеса с простыми числами зубьев свыше 100 можно нарезать с помощью дополнительной настройки и включения цепи дифференциала. Сущность такой настройки станка заключается в следующем: гитару деления настраивают не на z зубьев, а на z + а, где а — небольшая произвольно выбранная величина, которую рекомендуется принимать меньше единицы. Для компенсации влияния этой величины настраивают дополнительно гитару дифференциала. При составлении уравнения настройки следует исходить из соотношения: один оборот фрезы соответствует k/z оборотов заготовки по делительной и дифференциальной цепям. Оно имеет следующий вид (см. рис. 4): k/z*96/1*1/iдел+k/z*96/1*2/26*iпод*39/65*50/45*48/32*iдиф*1/45X2*27/27*29/29*29/29*16/64 = 1 об. фрезы. Подставив iпод = 0,5s0, получим следующие формулы настройки: настройка гитары деления для станков мод. 5К32А; 5327 и др., где Сдел = 24 (см. табл. 5),
настройка гитары дифференциала для станков мод. 5К32А и 5К324А
Если в формуле iдел взят со знаком плюс, что iдиф следует брать со внаком минус, т. е. дифференциал должен замедлять вращение стола, и наоборот. Гитара подач должна быть настроена точно для обеспечения подачи S0. Пример. На станке мод. 5К324А нарезать прямозубое колесо z = 139. Фреза правая; k = l; S0 = 1 мм/об. Решение. Гитара деления
*1 — Простые числа нельзя разложить на множители, например 83, 91, 101, 107, . 139 и т. д. Наладка станка для нарезания косозубых колес без настройки дифференциала. Косые зубья можно нарезать без настройки дифференциала путем соответствующего подбора сменных колес гитары деления и гитары подач. В этом случае
где знаки (+) или (—) могут быть определены по табл. 6. 6. Условия, определяющие знак в расчетной формуле iдел Источник |
 Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.






























