Настройка гитары дифференциала
 Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Если не вдаваться в подробности работы кинематической схемы зубофрезерного станка и технологического процесса нарезания зубьев червячной фрезой, то данная задача заключается в сборке двухступенчатого цилиндрического зубчатого редуктора с заданным передаточным отношением ( u ) из имеющегося комплекта сменных колес. Этот редуктор и есть гитара дифференциала. В комплект (приложение к станку) входит, как правило, 29 зубчатых колес (иногда более 50) с одинаковым модулем и диаметром посадочного отверстия, но с разным количеством зубьев. В наборе могут присутствовать по две-три шестерни с одинаковым количеством зубьев.
Схема гитары дифференциала изображена ниже на рисунке.

Настройка гитары дифференциала начинается с определения расчетного передаточного отношения ( u ) по формуле:
u = p *sin ( β )/( m * k )
p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой).
Значение параметра ( p ) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка.
β – угол наклона зубьев нарезаемого колеса.
m – нормальный модуль нарезаемого колеса.
k – число заходов червячной фрезы, выбранной для работы.
После этого необходимо выбрать из набора такие четыре шестерни с числами зубьев Z1 , Z2 , Z3 и Z4 , чтобы, установленные в гитару дифференциала, они образовали редуктор с передаточным отношением ( u’ ) максимально близким к рассчитанному значению ( u ).
Как это сделать?
Подбор чисел зубьев шестеренок, обеспечивающий максимальную точность, можно выполнить четырьмя способами (по крайней мере, известными мне).
Рассмотрим кратко все варианты на примере зубчатого колеса с модулем m =6 и углом наклона зубьев β =8°00’00’’. Параметр станка p =7,95775. Червячная фреза – однозаходная k =1.
Для исключения ошибок при многократных расчетах составим простую программу в Excel, состоящую из одной формулы, для расчета передаточного числа.

Расчетное передаточное число гитары ( u ) считываем
в ячейке D8: =D3*SIN (D6/180*ПИ())/D5/D4 =0,184584124
Относительная погрешность подбора не должна превышать 0,01%!
δ =|( u — u’ )/ u |*100 u ) представляем приближениями в виде обычных дробей.
u =0,184584124≈5/27≈12/65≈79/428≈ 91/493 ≈6813/36910
Это можно сделать при помощи программы для представления многозначных констант приближениями в виде дробей с заданными точностями или в Excel подбором.
Выбираем подходящую по точности дробь и раскладываем ее числитель и знаменатель на произведения простых чисел. Простые числа в математике – это те, что делятся без остатка только на 1 и на себя.
u’ =91/493=0,184584178
91/493=(7*13)/(17*29)
Умножаем числитель и знаменатель выражения на 2 и на 5. Получаем результат.
Вычисляем относительную погрешность выбранного варианта.
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184584178)/0,184584124| *100=0,000029% Z1 =23 Z2 =98 Z3 =70 Z4 =89
u’ =(23*70)/(98*89)=0,184590690
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Z1 =23 Z2 =89 Z3 =50 Z4 =70
u’ =(23*50)/(89*70)=0,184590690
δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Уважающих труд автора приглашаю подписаться на анонсы статей, чтобы не пропустить появление возможно важной для вас информации (подписные формы — в конце статьи и наверху страницы).
Статьи с близкой тематикой
Отзывы
14 комментариев на «Настройка гитары дифференциала»
- tehotdel.nov 08 мая 2015 15:49
Пользуюсь вот Duncans Gear calculator, но хотелось бы оправославить все это дело в excel’е, т.к. там считаю передаточное — хотелось бы сразу все в одном месте иметь. Ума не приложу какие функции будут перебирать ряд колес (например, от 23 до 100) да еще чтоб дважды не перебирал одно и то же, считать их соотношение. А два числа сравнить то я уж сумею xD
Алгоритм решения этой задачи можно реализовать в Excel (Excel может всё!), но требуется поработать.
Ссылка на блок-схему алгоритма:
Ладно, скрипт так скрипт. Благодарю)
Александр, опираясь на Вашу статью разработал программу «Настройка гитары дифференциала» в VB6. Скачать ее можно на страничке twirpx.com/file/1676547/.
Использую ее в производстве.
Последнюю версию (значение угла можно вводить в формате ГГ.ММСС) могу выслать каждому желающему. (gerasimow1.narod.ru)
Спасибо за полезную информацию, как раз сейчас восстанавливаю себе зубофрезер 5к324. Для начала буду пользоваться Duncans, но на будущее планирую поставить электропривод, управляемый микроконтроллером, так, чтобы в сам микроконтроллер загонять данные колеса и фрезы, а он сам считал нужный коэффициент передачи и осуществлял с этим коэффициентом синхронизацию вращения шпинделя и стола.
Доброго времени . Подскажите где можно скачать программу настройки гитары дефферициала ? для мод 532 , К532А
Если Вы внимательно прочитаете еще раз статью, то сами ответите на свой вопрос.
Для модели 532 p=5,9683.
(p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой)
У меня станок 5Е32П, а р я не знаю.Не подскажите?
Не подскажу. Поищите паспорт на свой станок в интернете.
Можете посчитать мне гитара дифференциала для шестерни
p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой).
Значение параметра (p) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка.
β – угол наклона зубьев нарезаемого колеса.
m – нормальный модуль нарезаемого колеса.
k – число заходов червячной фрезы, выбранной для работы.
Какой набор колес для гитары дифференциала у вас есть в наличии (число зубьев / количество штук в наборе; полный список)?
Материал представляет интерес. Занимаемся вопросом давно. Можете выслать задание на создание набора колёс (минимальное и максимальное количества зубьев колёс набора, количество колёс в наборе, условие сцепляемости, другие требования) — решим. Можете выслать существующий набор — определим характеристики (диапазон реализуемых передаточных отношений и количество отношений, график плотности распределения в диапазоне, другое).
Здравствуйте, Александр! Проблема с настройкой станка 5324 на косозубую шестеню. Вернее, с самой кинематикой. Знаю, что для этого нужно разблокировать дифф-ал кулачковой муфтой. Та, что в паспотре на картинке не совсем понятна. Если я выложу кинематическую схему станка, Вы сможете подсказать, что и с чем нужно блокировать? Спасибо!
Андрей, здравствуйте. Ваш комментарий попал в спам, и я его не увидел. За 10 прошедших дней, думаю, разобрались с кинематикой?
Источник
НАСТРОЙКА ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
НА НАРЕЗАНИЕ РЕЗЬБЫ
Цель работы
Изучение способов настройки станка и приёмов нарезания резьбы резцом на токарно-винторезном станке (ТВС).
Материалы и оборудование
Цилиндрическая заготовка (сталь марки 50), штангенциркуль, резьбовые резцы, резьбомер, токарно-винторезные станки типа 1А62, 1616.
Основные положения
Резьбовым называется соединение составных частей изделия с использованием деталей, имеющих резьбу. Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии.
В современных машинах детали, имеющие резьбу, составляют свыше 60 % от общего количества деталей. Резьбы являются самым распространенным видом как разъёмных, так и неразъёмных соединений.
Основные достоинства таких соединений: универсальность, высокая надежность, малые габариты и вес крепежных резьбовых деталей, способность создавать и воспринимать большие осевые силы, технологичность и возможность точного изготовления.
У резьбовых соединений есть и недостатки: значительная концентрация напряжений в местах резкого изменения поперечного сечения деталей и низкий КПД подвижных резьбовых соединений.
Резьбы изготовляют либо пластической деформацией (накатка на резьбонакатных станках, выдавливание на тонкостенных металлических изделиях), либо резанием (на токарно-винторезных, резьбонарезных, резьбофрезерных, резьбошлифовальных станках или вручную метчиками и плашками). На деталях из стекла, пластмассы, металлокерамики, иногда на деталях из чугуна резьбу изготовляют отливкой или прессованием.
Следует отметить, что самый высокопроизводительный способ ‑ накатка резьбы. Это метод формирования наружной или внутренней резьбы в результате холодной пластической деформации заготовки резьбонакатным инструментом. Таким способом изготавливается большинство стандартных крепежных деталей, причем прочность накатанной резьбы выше нарезанной, так как в этом случае не происходит нарушения волокнистой структуры металла заготовки, а поверхность резьбы дополнительно упрочняется (наклепывается).
Классификация резьб. Классифицировать резьбы можно по многим признакам(рис. 1): по форме профиля (треугольная, трапецеидальная, упорная, прямоугольная, круглая и др.); по форме поверхности (цилиндрическая, коническая); по расположению (наружная, внутренняя); по эксплуатационному назначению (крепежная, крепежно-уплотнительная, ходовая, специальная); по направлению заходов (правая, левая); по величине шага (с крупным, с мелким); по числу заходов (однозаходная, многозаходная) (см. рис. 3).

По назначению резьбы можно классифицировать на: крепежные резьбы (метрическая, дюймовая), предназначенные для скрепления деталей; крепежно-уплотнительные (трубные, конические), применяемые в соединениях, требующих не только прочности, но и герметичности; ходовые резьбы (трапецеидальная, упорная, прямоугольная), использующиеся для передачи движения в передачах винт-гайка; специальные резьбы (круглая, окулярная, часовая и др.), имеющие специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
Рис. 1. Виды резьб в зависимости от профиля:
а ‑ цилиндрическая треугольная , б ‑ прямоугольная,
в ‑ трапецеидальная, г – упорная, д – круглая
В машиностроении наиболее широкое применение имеет крепежная резьба. Основные элементы цилиндрической треугольной резьбы с одним заходом представлены на рис. 2.
Шаг резьбы ‑ расстояние между одноимёнными боковыми сторонами профиля двух соседних витков;
глубина резьбы ‑ расстояние от вершины резьбы до ее основания;
угол профиля резьбы ‑ угол, заключенный между боковыми сторонами профиля в плоскости оси резьбы (метрическая ‑ 60°, дюймовая ‑ 55° или 60°);
наружный диаметр ‑ наибольший диаметр резьбы болта, измеряемый по вершинам резьбы перпендикулярно к оси резьбы;
внутренний диаметр ‑ наименьший диаметр резьбы болта, измеряемый по основанию резьбы перпендикулярно к оси резьбы.

Рис. 2 Элементы резьбы (треугольная цилиндрическая резьба)
Наиболее распространена классификация резьб по способу измерения шага резьбы.
Метрическая резьба – шаг и основные параметры резьбы выражаются в долях метра.
Дюймовая резьба – все параметры резьбы выражены в дюймах, а шаг резьбы ‑ или в долях дюйма (дюйм = 25,4 мм), или числом ниток на дюйм – это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например, 18 ниток на дюйм).
Модульная резьба – шаг резьбы измеряется модулем m. Чтобы получить размер в миллиметрах, достаточно модуль умножить на число π.
Питчевая резьба – шаг резьбы измеряется в питчах p». Для получения числового значения в миллиметрах достаточно питч умножить на число π.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Модульная и питчевая резьба применяется при нарезании червячных валов для одноимённых редукторов.
Для нарезания стандартных резьб и профилей небольших диаметров используются специальные инструменты (плашки и метчики). Для нарезания нестандартных резьб и крупноразмерных профилей используются токарно-винторезные станки.

Для нарезания однозаходной резьбы требуемого шага, которая образована одной непрерывной ниткой резьбы, токарный станок настраивается таким образом, чтобы при повороте шпинделя с заготовкой на один оборот, резец переместился на шаг нарезаемой резьбы.
В отличие от однозаходной резьбы, многозаходная состоит из нескольких ниток, эквидистантно (равноудалённо) расположенных на поверхности детали. Поэтому в многозаходной резьбе, кроме шага резьбы t, различают ещё и ход резьбы P (рис. 3).

Рис. 3 Элементы многозаходной резьбы (двух и трёхзаходная резьбы)
Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов или число ниток резьбы n.
Число ниток легко определить на торце детали, там, где начинается резьбовая поверхность (рис. 3).
Поэтому для нарезания многозаходной резьбы требуемого шага токарный станок настраивается таким образом, чтобы при повороте шпинделя с заготовкой на один оборот, резец переместился на ход нарезаемой резьбы.
Необходимое количество ниток многозаходной резьбы нарезают следующими способами:
1. Последовательным нарезанием каждой нитки за счёт смещения резца на шаг резьбы:
а) с помощью ходового винта верхнего суппорта;
б) за счёт поворота патрона вместе с заготовкой относительно резца на требуемый угол (для двухзаходной резьбы – 180°, для трёхзаходной – 120°).
2. Одновременным нарезанием всех ниток с использованием нескольких резцов со смещением их относительно друг друга в осевом направлении на величину шага нарезаемой резьбы.
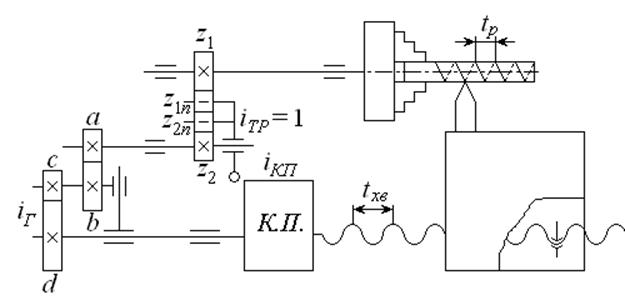
Рассмотрим кинематическую цепь передачи движения с оси шпинделя до резца (см. рис. 4). Связь начального и конечного движений кинематической цепи представляет собой баланс кинематической цепи (или просто баланс). Уравнение баланса кинематической цепи имеет вид:
 , (1)
, (1)
где 1 об. шп. – один оборот шпинделя;
iТР – передаточное отношение трензеля (трензель, или реверс – механизм изменения направления вращения ходового винта);
Передаточное отношение i – одна из важных характеристик механизмов передачи вращательного движения. Находится эта характеристика как отношение частоты вращения ведомого элемента n1 механической передачи к частоте вращения ведущего элемента n2 или как отношение числа зубьев ведомой шестерни  к числу зубьев ведущей
к числу зубьев ведущей  :
:

Характеристика «передаточное отношение» применима как к механической передаче с одной ступенью (с одной кинематической парой шестерён), так и к механической передаче с множеством ступеней. Во втором случае передаточное отношение всей механической передачи будет равно произведению передаточных отношений всех ступеней.
Механизмы с передаточным отношением больше единицы называют редукторами (или понижающими редукторами), меньше единицы – мультипликаторами (или повышающими редукторами).
iГ – передаточное отношение гитары, состоящей из двух пар сменных шестерён (  ); где a, b, c, d ‑ числа зубьев этих шестерён;
); где a, b, c, d ‑ числа зубьев этих шестерён;
iКП – передаточное отношение коробки подач;
tхв – шаг ходового винта;
При нарезании точных резьб нужный шаг получают только за счёт подбора зубчатых колёс на гитаре сменных шестерён, без подключения трензеля и коробки подач. Поэтому можно принять передаточные отношения трензеля и коробки подач равными единице (  ;
;  ), тогда формула (1) примет вид:
), тогда формула (1) примет вид:
 . (2)
. (2)
Для подбора передаточного отношения гитары используются следующие наборы сменных зубчатых колёс:
1. «чётный» набор, содержащий зубчатые колёса с числом зубьев, кратным двум: 20, 22, 24, …, 118, 120;
2. «пятковый» набор, содержащий зубчатые колёса с числом зубьев, кратным пяти: 20, 25, 30, …, 115, 120.
Для нарезания дюймовых резьб в каждом из наборов присутствует дополнительная шестерня со 127 зубьями.
Линейные перемещения суппорта при нарезании резьб осуществляются с помощью ходового винта, потому что ходовой валик, обеспечивающий такие же продольные перемещения, не гарантируют точного перемещения резца. Объясняется это тем, что в цепь передачи движения ходового валика включены фрикционные муфты, а передача движения от ходового винта к суппорту производится с помощью разъёмной маточной гайки, состоящей из двух половин (см. рис. 4).
Настройка станка для нарезания резьбы с использованиемгитары
сменных шестерён
Для расчета необходимо выполнить преобразование передаточного отношения гитары в равное ему, но с числами, соответствующими числам зубьев колёс, с помощью следующих математических приёмов:
1) разложение числителя и знаменателя на простые кратные множители;
2) группировка произведения двух независимых дробей.
Далее обязательно выполняется проверка выбранных пар шестерен на сцепляемость зубьев.
Условия сцепляемости сменных шестерен, во избежание задевания промежуточными зубчатыми колёсами соседних валов:
15 зубьев в неравенствах добавляется, чтобы учесть радиус посадочного вала, на котором находится шестерня.
Распространённые в машиностроении токарно-винторезные станки средней мощности имеют шаг ходового винта, равный 12 мм.
 |
 |
Рис. 4. Кинематическая цепь ТВС при нарезании резьбы
Пример: Нарезать резьбу tр = 6 мм, если tхв = 12 мм.
Подобрать сменные зубчатые колёса гитары и проверить их на сцепляемость.
По формуле (2) находим передаточное отношение колес гитары:
 .
.
Разложим числитель и знаменатель на простые сомножители:
 .
.
Умножим сомножители числителя и знаменателя на одно и то же число:
 .
.
Сгруппируем произведения двух независимых дробей:
 .
.
Тогда уравнение передаточного отношения гитары состоящей из двух пар сменных шестерен можно записать как:
 .
.
Значит, нам подойдут шестерни с числом зубьев  ;
;  ;
;  ;
;  .
.
Найденные числа зубьев колёс не должны повторяться, так как в наборе все шестерни только водном экземпляре.
Проверим, выполняются ли условия сцепляемости:
 ;
;
 .
.
 ;
;
 .
.
Первое условие не соблюдается, поэтому собрать гитару невозможно.
Исправить это можно следующим образом:
Если переставить местами сомножители, то дробь не изменится, поэтому запишем полученное уравнение, переставив местами сомножители:
 ,
,
затем снова проверим выполнение условий сцепляемости:
 ;
;
 ;
;
 ;
;
 .
.
Условия выполняются, значит, подбор двух пар шестерен проведён правильно.
Современные станки имеют коробки подач с большой разрешающей способностью, что даёт возможность нарезать резьбу с шагом от десятых долей до нескольких миллиметров. Настройка на нарезание резьбы сводится к установке рукояток коробки подач (КП) в определённое положение согласно настроечной таблице, прилагаемой к каждому станку.
Приёмы нарезания треугольной резьбы
При нарезании резьбы происходит изменение внешних размеров резьбы (подъём резьбы) за счёт деформации и течения металла по направлению к свободному краю профиля. Поэтому номинальный наружный размер валов под резьбу следует несколько уменьшать, а внутренний диаметр отверстий – увеличивать, в зависимости от пластических свойств материала и размеров профиля резьбы.
На выходе резьбы делается канавка шириной до трёх шагов резьбы и глубиной больше высоты её профиля или предусматривается на такой же длине уменьшение высоты её профиля – «сбег» резьбы.
Установка резца должна производиться точно по высоте центров станка во избежание искажения профиля резьбы, а ориентирование его по отношению к заготовке делается по шаблону (рис. 5, а). По этому же шаблону проверяется точность углов заточки профиля резца.
 |
Резьба нарезается за несколько проходов, число которых зависит от размеров резьбы. Например, для резьбы с шагом 2-3 мм делается 7-10 проходов. Последние три прохода – чистовые, при минимальной глубине врезания.
Рис. 5. Схема установки резьбового резца по шаблону
и способы врезания резца при нарезании резьбы
Врезание резца может производиться двумя способами:
1. Радиальное врезание (рис. 5, б), при котором возникают более тяжелые условия работы сразу двумя сходящимися лезвиями резца, но этот способ обеспечивает более высокое качество резьбы.
2. Боковое врезание (рис. 5, в) выполняется подачей верхних салазок, повернутых под углом, равным ½ угла профиля резьбы с тем, чтобы основная работа резания выполнялась одним лезвием резца.
Порядок выполнения работы
1. Ознакомиться с теорией нарезания резьб.
2. Выполнить расчет шестерен по варианту, заданному преподавателем.
3. С помощью учебного мастера произвести настройку гитары шестерен и станка для одного из расчётных заданий и изготовить резьбу.
4. С помощью учебного мастера ознакомиться с настройкой станка на изготовление разных видов резьб.
2. Материалы и оборудование.
3. Краткие сведения о резьбах и настройке оборудования.
Источник