- Программа настройки гитары деления для зубодолбежных станков 5м150, 5м161, 5В150, 5В161, 5М150П, КСЗ
- Расчет гитары деления производится по следующей формуле:
- Настройка гитары дифференциала
- Статьи с близкой тематикой
- Отзывы
- . Настройка делительной головки. Учебное пособие
- Настройка делительной головки
- Настройка делительной головки
- УТВЕРЖДЕНО
- УДК 621.941
- Озёрский технологический институт (филиал) ГОУ ВПО «МИФИ», 2006
- 1. НАЗНАЧЕНИЕ УНИВЕРСАЛЬНОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
- 1) Высота центров, мм.
- 2) Цена деления лимба непосредственного деления 15°
- 3) Предельные углы поворота оси шпинделя в вертик. плоск. — + 90° — 10°
- 4) Конус шпинделя — Морзе4
- 5) Диаметр отверстия шпинделя, мм. —— 40
- 6) Характеристика дел. головки N= 40
- 7) Диск непосредственного деления имеет по окружности делений.
- 8) Делительный диск имеет отверстия:
- а) с одной стороны — 16, 17, 19, 21, 23, 29, 30,31
- б) с другой стороны – 33, 37, 39, 41, 43,47, 49, 54
- 9) Набор сменных зубчатых колес для настройки гитары:
- 2. УСТРОЙСТВО ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
- Универсальная делительная головка позволяет осуществлять поворот заготовки на определенный угол различными способами:
- 1. Непосредственное деление окружности на 2, 3, 4, 6, 8, 12 и 24 части;
- 2. Простое деление окружности на число частей от 2 до 2160 с интервалами;
- 3. Дифференциальное деление окружности на число частей от 43 до 400 без интервалов.
Программа настройки гитары деления для зубодолбежных станков 5м150, 5м161, 5В150, 5В161, 5М150П, КСЗ
Настройка гитары деления производится сменными зубчатым колесами. Наша программа указав необходимые параметры, сможет рассчитать гитару деления и укажет какие шестерни необходимо установить.
 |  |
 | где a,b,c,d — число зубьев сменных зубчатых колес гитары деления; Z1-Число зубьев долбяка; Z2-Число зубьев обрабатываемого зубчатого колеса; Источник Настройка гитары дифференциала
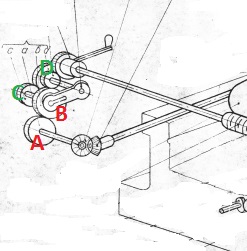
Если не вдаваться в подробности работы кинематической схемы зубофрезерного станка и технологического процесса нарезания зубьев червячной фрезой, то данная задача заключается в сборке двухступенчатого цилиндрического зубчатого редуктора с заданным передаточным отношением ( u ) из имеющегося комплекта сменных колес. Этот редуктор и есть гитара дифференциала. В комплект (приложение к станку) входит, как правило, 29 зубчатых колес (иногда более 50) с одинаковым модулем и диаметром посадочного отверстия, но с разным количеством зубьев. В наборе могут присутствовать по две-три шестерни с одинаковым количеством зубьев. Схема гитары дифференциала изображена ниже на рисунке.
Настройка гитары дифференциала начинается с определения расчетного передаточного отношения ( u ) по формуле: u = p *sin ( β )/( m * k ) p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой). Значение параметра ( p ) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка. β – угол наклона зубьев нарезаемого колеса. m – нормальный модуль нарезаемого колеса. k – число заходов червячной фрезы, выбранной для работы. После этого необходимо выбрать из набора такие четыре шестерни с числами зубьев Z1 , Z2 , Z3 и Z4 , чтобы, установленные в гитару дифференциала, они образовали редуктор с передаточным отношением ( u’ ) максимально близким к рассчитанному значению ( u ). Как это сделать? Подбор чисел зубьев шестеренок, обеспечивающий максимальную точность, можно выполнить четырьмя способами (по крайней мере, известными мне). Рассмотрим кратко все варианты на примере зубчатого колеса с модулем m =6 и углом наклона зубьев β =8°00’00’’. Параметр станка p =7,95775. Червячная фреза – однозаходная k =1. Для исключения ошибок при многократных расчетах составим простую программу в Excel, состоящую из одной формулы, для расчета передаточного числа.
Расчетное передаточное число гитары ( u ) считываем в ячейке D8: =D3*SIN (D6/180*ПИ())/D5/D4 =0,184584124 Относительная погрешность подбора не должна превышать 0,01%! δ =|( u — u’ )/ u |*100 u ) представляем приближениями в виде обычных дробей. u =0,184584124≈5/27≈12/65≈79/428≈ 91/493 ≈6813/36910 Это можно сделать при помощи программы для представления многозначных констант приближениями в виде дробей с заданными точностями или в Excel подбором. Выбираем подходящую по точности дробь и раскладываем ее числитель и знаменатель на произведения простых чисел. Простые числа в математике – это те, что делятся без остатка только на 1 и на себя. u’ =91/493=0,184584178 91/493=(7*13)/(17*29) Умножаем числитель и знаменатель выражения на 2 и на 5. Получаем результат. Вычисляем относительную погрешность выбранного варианта. δ =|( u — u’ )/ u |*100=|(0,184584124-0,184584178)/0,184584124| *100=0,000029% Z1 =23 Z2 =98 Z3 =70 Z4 =89 u’ =(23*70)/(98*89)=0,184590690 δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Z1 =23 Z2 =89 Z3 =50 Z4 =70 u’ =(23*50)/(89*70)=0,184590690 δ =|( u — u’ )/ u |*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557% Уважающих труд автора приглашаю подписаться на анонсы статей, чтобы не пропустить появление возможно важной для вас информации (подписные формы — в конце статьи и наверху страницы). Статьи с близкой тематикойОтзывы14 комментариев на «Настройка гитары дифференциала»
Пользуюсь вот Duncans Gear calculator, но хотелось бы оправославить все это дело в excel’е, т.к. там считаю передаточное — хотелось бы сразу все в одном месте иметь. Ума не приложу какие функции будут перебирать ряд колес (например, от 23 до 100) да еще чтоб дважды не перебирал одно и то же, считать их соотношение. А два числа сравнить то я уж сумею xD Алгоритм решения этой задачи можно реализовать в Excel (Excel может всё!), но требуется поработать. Ссылка на блок-схему алгоритма: Ладно, скрипт так скрипт. Благодарю) Александр, опираясь на Вашу статью разработал программу «Настройка гитары дифференциала» в VB6. Скачать ее можно на страничке twirpx.com/file/1676547/. Использую ее в производстве. Последнюю версию (значение угла можно вводить в формате ГГ.ММСС) могу выслать каждому желающему. (gerasimow1.narod.ru) Спасибо за полезную информацию, как раз сейчас восстанавливаю себе зубофрезер 5к324. Для начала буду пользоваться Duncans, но на будущее планирую поставить электропривод, управляемый микроконтроллером, так, чтобы в сам микроконтроллер загонять данные колеса и фрезы, а он сам считал нужный коэффициент передачи и осуществлял с этим коэффициентом синхронизацию вращения шпинделя и стола. Доброго времени . Подскажите где можно скачать программу настройки гитары дефферициала ? для мод 532 , К532А Если Вы внимательно прочитаете еще раз статью, то сами ответите на свой вопрос. Для модели 532 p=5,9683. (p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой) У меня станок 5Е32П, а р я не знаю.Не подскажите? Не подскажу. Поищите паспорт на свой станок в интернете. Можете посчитать мне гитара дифференциала для шестерни p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой). Значение параметра (p) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка. β – угол наклона зубьев нарезаемого колеса. m – нормальный модуль нарезаемого колеса. k – число заходов червячной фрезы, выбранной для работы. Какой набор колес для гитары дифференциала у вас есть в наличии (число зубьев / количество штук в наборе; полный список)? Материал представляет интерес. Занимаемся вопросом давно. Можете выслать задание на создание набора колёс (минимальное и максимальное количества зубьев колёс набора, количество колёс в наборе, условие сцепляемости, другие требования) — решим. Можете выслать существующий набор — определим характеристики (диапазон реализуемых передаточных отношений и количество отношений, график плотности распределения в диапазоне, другое). Здравствуйте, Александр! Проблема с настройкой станка 5324 на косозубую шестеню. Вернее, с самой кинематикой. Знаю, что для этого нужно разблокировать дифф-ал кулачковой муфтой. Та, что в паспотре на картинке не совсем понятна. Если я выложу кинематическую схему станка, Вы сможете подсказать, что и с чем нужно блокировать? Спасибо! Андрей, здравствуйте. Ваш комментарий попал в спам, и я его не увидел. За 10 прошедших дней, думаю, разобрались с кинематикой? Источник . Настройка делительной головки. Учебное пособие
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Озерский технологический институт ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «Московский инженерно- физический институт
|
 Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.







 (1)
(1)



 (2)
(2)

 (3)
(3) (4)
(4) нужно преобразовать таким образом, чтобы знаменатель ее был равен числу отверстий на одной из окружностей диска. Тогда числитель ее покажет число шагов отверстий (на данной окружности), на которое нужно повернуть рукоятку делительного диска.
нужно преобразовать таким образом, чтобы знаменатель ее был равен числу отверстий на одной из окружностей диска. Тогда числитель ее покажет число шагов отверстий (на данной окружности), на которое нужно повернуть рукоятку делительного диска.


 ,
,

 i1 оборота.
i1 оборота. =
=

 , (5)
, (5)