- Токарный станок 1М61: особенности, технические характеристики и отзывы
- Устройство
- Характеристики токарного станка 1М61
- Конструктивные особенности
- Управление
- Коробки переключения скоростей и передач
- Эксплуатация
- Технические возможности
- Отзывы о токарном станке 1М61
- Токарно-винторезный станок 1М61
- Технические характеристики токарно-винторезного станка 1М61
- Главные узлы токарно винторезного станка 1М61
- Управление станком
- Коробка подач
- Коробка скоростей 1М61
Токарный станок 1М61: особенности, технические характеристики и отзывы

Отечественный токарный станок 1М61 разработан в семидесятых годах минувшего столетия конструкторами Ереванского станкостроительного комбината. Основное предназначение – оснащение небольших предприятий, изготавливающих продукцию небольшими партиями или единичные экземпляры изделий.

Устройство
Станок токарный 1М61 включает в свою конструкцию несколько основных элементов:
- несущую станину;
- блок переключения передач;
- узел регулировки скоростей;
- подающую коробку;
- специальный фартук;
- суппорт;
- бабку заднюю;
- электрическое оборудование;
- предохранительный экран;
- систему охлаждения рабочей и обрабатывающей зоны.

Характеристики токарного станка 1М61
Ниже приведено несколько таблиц с параметрами рассматриваемого агрегата.
Размеры обрабатываемых заготовок:
Категория точности (ГОСТ)
Максимальный диаметр обрабатываемой заготовки
Длина изделия по максимуму
100 на новых модификациях
Резец по высоте
Края фланцевого шпинделя
Согласно ГОСТ 12593-72
Диаметр прутка, помещающегося в отверстие шпинделя
Центр узла передней бабки
Число передач (продольных и поперечных)
13 мм с шаговым пределом 0,5-6,0 единиц
10 мм с шагом от 0,25 до 3 мм
16 позиций плюс питч от 7 до 96 мм
16 вариантов с количеством ниток на дюйм 3,5/48
Шпиндель и дополнительные элементы токарного станка 1М61:
Прямое вращение – 24 скорости
Максимальное перемещение – 120 мм
Обратные обороты – 24 передачи
Угол поворота по максимуму – -60/+45 градусов
Интенсивность прямого и обратного вращения – от 12,5 до 1600 оборотов в минуту
Цена одного деления – один градус
Продели в продольной конфигурации – 0,08-1,2 мм/об
Показатель на лимбе – 0,05 мм
Аналогичный показатель в поперечной продоле – 0,04-0,95 мм/об
Диаметр отверстия – 35 мм
Габаритные размеры: длина/ширина/высота – 2,055/1,095/1,45 м. Масса – 1,26 т.
Конструктивные особенности
По своим техническим характеристикам токарный станок 1М61 причислен к классу точности «Н». Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
На рассматриваемом агрегате могут использоваться резцы, сверла и метчики разнообразной конфигурации. Подобная универсализация позволяет выполнять целый ряд технологических манипуляций, включая внешнее точение, развертывание, сверление, отрезку и подобные операции.
Поперечные и продольные перемещения производятся при помощи ходового валика и винта, на его лицевой части расположен маховик. Ходовой винт задействуется при нарезании резьбы, параметры фартука дают возможность блокировки агрегации движений суппорта. Это обнуляет рискованность перемещений суппорта с ходовым валиком и винтом.
Управление
Контролировать функционирование токарного станка по металлу 1М61 оператору доступно при помощи нескольких рабочих органов. Задняя бабка оснащается специальным упором, который агрегирует с пинолью, маховиком и сопровождающими элементами. За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
Рукоятки на лицевой части станины предусмотрены для выполнения ряда процессов:
- Определение частоты вращения шпиндельного механизма.
- Пуск оборотов ходового винта или валика.
- Перемещение верхнего суппорта.
- Характеристики подачи.
- Задавание параметров нарезаемой резьбы и активация реверсивной подачи.
- Отключение и включение маточной гайки ходового винта.
- Аналогичные манипуляции с предохранительной муфтой.
- Выбор нарезаемой резьбы.
- Контроль реверсного и прямого вращения бабки шпинделя.

Коробки переключения скоростей и передач
В продольной и поперечной плоскости работу станка обеспечивает подающая коробка. Она также применяется для обозначения параметров нарезаемой резьбы. В инструкции по эксплуатации прилагается документ с таблицей, позволяющей определиться с подбором настроек для выполнения определенной операции.
Основная информация, указанная в профильных таблицах:
- Советы по выбору сменных шестеренок.
- Расположение рукоятки в соответствии с конкретными значениями подач.
- Рекомендации в плане выставления параметров подающей коробки при нарезании резьбы с конкретным шагом.
Эксплуатация
Барабан скоростей токарно-винторезного станка 1М61, с помощью которого устанавливается определенная частота вращения шпиндельного блока, включает в себя реверсивный электрический мотор, передачу клиноременного типа, комплект зубчатых колес с разными габаритами. При имеющихся условиях шпиндель в состоянии работать на 24 скоростях. Половина их них активируется при помощи переборных шестеренок, остальные позиции включаются за счет прямого соединения шпинделя с зубчатой муфтой.
Технические возможности
Шпиндель токарного станка 1М61 вращается в прямом и обратном направлении с включением одной из 24-х скоростей. Технические параметры агрегата обеспечивают этот процесс в скоростном режиме от 12,5 до 1600 оборотов в минуту. В сквозное гнездо шпиндельного механизма допускается установка прутка диаметром 32 мм. Все размеры и манипуляции соответствуют стандартам ГОСТ 12593 и 13214 (категория М5).
Особенности конструкции задней бабки позволяют элементу перемещаться на дистанцию до 100 мм. Резцовый держатель станка эксплуатируется с инструментом, высота держателя которого не превышает 25 миллиметров. Среди прочих характеристик:
- Центра по высоте – 170 мм.
- Предельная длина поверхности с возможностью обточки заготовок — до 640 мм.
- Максимальная длина детали – 1000 мм.
- Подача в продольном/поперечном направлении – 1,2/0,6 оборотов в минуту.
- Перемещение суппорта – 200/600 мм.
Верхние салазки двигаются в диапазоне до 120 мм, а каретка – до 600 мм. Лицевая часть скоростной коробки оснащена тремя рукоятками, одна из которых служит для переключения шестеренчатого узла. Остальные рычаги отвечают за работу зубчатой муфты с перебором и изменением вектора оборотов ходового винта (для нарезания резьбы). В коробке скоростей предусмотрена электромагнитная многодисковая муфта, обеспечивающая торможение шпинделя.

Отзывы о токарном станке 1М61
Несмотря на то что конструкция рассматриваемого агрегата разрабатывалась более 50-ти лет назад, отклики потребителей о нем преимущественно позитивные. Среди преимуществ владельцы выделяют такие моменты:
- Точность выполненных операций.
- Эффективность, оптимально рассчитанная на малосерийное или штучное производство определенных деталей.
- Простота в обслуживании и эксплуатации.
- Доступная цена.
- Высокий показатель ремонтопригодности.

Владельцы рекомендуют обратить внимание при работе с указанным оборудованием на несколько моментов. Во-первых, включение обратного перемещения при нарезке резьбы осуществляется посредством специальной рукоятки. Для этого оператору необходимо передвинуть ручку в предельно нижнюю позицию. Во-вторых, перед использованием охлаждающего насоса необходимо рассчитать общую нагрузку с учетом информации о габаритах и составе обрабатываемой заготовки. В рассматриваемой линейке имеется усовершенствованная модель станка под индексом 1М61П. Она точнее и быстрее обрабатывает деталь, ориентирована на малое серийное производство.
Источник
Токарно-винторезный станок 1М61
Токарный станок 1М61производился с 1975 до 1992 года в г. Ереван. По техническим характеристикам станок 1М61 ориентирован для обработки деталей d до 320 мм с разнообразными поверхностями. Также на станке нарезают резьбы. Монтировались они на предприятиях сельскохозяйственного и промышленного производства, и использовались в крупносерийном производстве на оборонных заводах.

На токарно-винторезных станках 1М61, кроме нарезания резьбы, можно производить:
- протачивание различных поверхностей;
- торцевание деталей;
- нарезание канавок;
- сверление, зенкерование;
- отрезание детали и другие работы.
1М61. Паспорт включает в себя пособие по использованию (1М61.00.000 РЭ), описание агрегата, инструкцию пользования и нормативы станка.
Скачать паспорт (инструкцию по эксплуатации) станка 1М61
Токарный станок 1М61, расшифровка:
- 1 группа металлообрабатывающих станков — токарный станок;
- М генерация механизма (А, Б, В, Д, К, Л, М);
- 6 вид токарного ряда – станок токарно-винторезный;
- 1 расстояние до станины – 170мм

Кинематическая схема станка 1М61
Технические характеристики токарно-винторезного станка 1М61
Агрегат 1М61 выполнен по классу с точностью Н ГОСТа 8-71 и отвечает следующим нормативам:
| Размеры обрабатываемых на станке изделий | Мм | Параметры |
| Максимальный калибр заготовки над станиной | мм | 320 |
| Наибольший калибр заготовки над суппортом | мм | 160 |
| Длина заготовки | мм | 710 |
| Наибольший размер заготовки, проходимый через шпиндель | мм | 32 |
| Коробка скоростей | об/мин | |
| Обороты прямые | 24 | |
| Обороты обратные | 24 | |
| Коробка подач | ||
| Число подач | 17 | |
| Скорость продольных подач | мм/об | 0,08-1,2 |
| Движение поперечных подач | мм/об | 0,04-0,6 |
| Вес станка | кг | 1246 |
Кроме того, на токарном станке 1М61, возможен реверс оборотов, который производится за счет двигателя. Максимальный диаметр заготовки, которую можно вставить через шпиндель – 32 мм, при этом диаметр шпинделя составляет 35 мм. Число оборотов составляет от 12,5 до 1400 об/мин. Высота центра от станины 170мм.
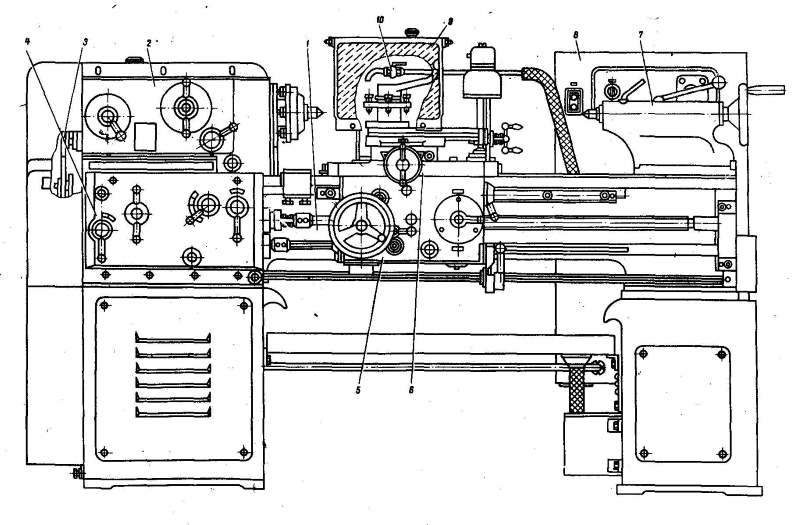
Главные узлы токарно винторезного станка 1М61

Главные узлы станка
- Базовым узлом станка является станина (1), имеющая наибольшую массу среди других комплектующих конструкций. Она базируется на площадке и крепится болтами. Станина имеет 2 направляющие, — одну формы «ласточкин хвост», а другую направляющую призматической формы. Благодаря таким формам направляющих и регулируемым клиньям, суппорт на станине держится жестко.
- В левой части токарного станка 1М61 расположена передняя бабка (2). Она установлена таким образом в пазах, что её можно развернуть на несколько градусов, то есть сместить центр относительно оси. Этим при обработке добиваются конфигурации детали с плоским конусом.
- В передней бабке размещена коробка скоростей (3), а снаружи рычаги управления. С торцевой части передней бабки смонтирована гитара сменных шестерен, на которой меняются шестерни перед нарезанием резьбы. В коробке скоростей размещен шпиндельный узел и посредством соединения определенных шестерен на блоках шпиндель вращается со скоростью от 16 до 2000 об/мин.
В тумбе слева размещен двигатель главного привода токарного станка 1М61 и обеспечивает включение прямого и обратного вращения шпинделя.
- На станине справа располагается задняя бабка (7). В неё смонтирована пиноль с конусом Морзе 4, туда вставляется различный инструмент:
- сверла;
- метчики;
- плашки;
- центр.
Бабка задняя 1М61перемещается по станине и надежно крепится механическим зажимом. У неё ход пиноли составляет 100 мм и служит она, кроме определенных операций обработки, для поджатия длинной заготовки через вращающийся центр.
- Посредине станка внизу расположен фартук (4). Через него проходит вал и винт. Вал служит для ускоренного перемещения суппорта, а винт для нарезания резьбы.
- Над фартуком расположен суппорт (6), на нем крепится резцедержатель и салазки для протачивания конических поверхностей
- Слева на передней бабке смонтирована коробка подач (5), а на ней рычаги и переключатели подач.
- За станком расположен электрический шкаф (8), на нем смонтировано управление в виде автоматов.
- Внизу станка в поддоне смонтирован для воды насос и там же внизу в корыто налита смазывающе-охлаждающая жидкость (с о ж).
- Экран (9) предохраняет токаря от стружки и жидкости, которая разбрызгивается в процессе работы.

Таблица настройки станка для нарезания резьб
Нарезка производится плашками, метчиками и резцами. Рассмотрим нарезание резцами.
Чтобы нарезать необходимую резьбу по металлу, нужно так установить шестерни в коробке подач и в коробке скоростей, чтобы резец в резцедержателе прорезал профиль за один оборот шпинделя. Для этого на коробке скоростей и коробке подач устанавливаем соответствующую подачу и обороты по таблице, представленную выше.
Резьбовые резцы затачивать нужно с учетом материала обрабатываемой заготовки.
- Верхняя часть резца (передний угол) может быть от 0 до -15 градусов, в зависимости от материала, чем мягче материал, тем угол может быть больше. Если резьба нарезается на заготовке из обычной углеродистой стали, то угол должен быть 0 градусов. А если из легированной стали, то угол делается отрицательным до 10 градусов.
- Резьбовой резец должен формировать профиль, поэтому его угол должен соответствовать резьбе. Виды её представлены на верхней таблице, которой можно воспользоваться при заточке тех или иных резцов.
- Задний угол не должен мешать при нарезке и поэтому делается одинаковым с двух сторон, или чуть меньше. Например, у профиля угол составляет 4 градуса, то задний угол у резца должен быть 3,5-3,8 градуса.
Управление станком
При переключении рычагов и переключателей можно производить всевозможные процессы со станком, а именно:
- включать двигатель станка, который через клиноременную передачу вращает шпиндель;
- ускоренное и рабочее движение суппорта;
- выдвигать пиноль бабки задней;
- устанавливать параметры резьбы;
- включать, отключать гайку и менять обороты во время нарезки резьбы;
- подача салазок при обработке конической поверхности.
Коробка подач

Коробка подач станка 1М61
Для рабочего движения суппорта существует коробка подач. Через неё же нарезают резьбу. В паспорте станка токарного 1М61 есть специальная схема расположения рукояток, которой рекомендуется пользоваться при настройке резьбы. Так же там есть рекомендации по настройке сменных шестерен гитары.
Коробка скоростей 1М61

Коробка скоростей станка 1М61
Коробка передач содержит внутри шпиндельный узел и блоки из валов и шестерен, на них обороты подаются посредством клиновых ремней и шкивов от реверсивного двигателя. По паспорту за счет блока перебора в коробке скоростей создается 12 разных оборотов шпинделя, а еще 12 передаются через ступенчатую муфту, расположенную в шпиндельном узле.
На панели коробки скоростей расположены три рычага. Одним из них переключают шестерни на блоке шестерен, вторым включают перебор и ступенчатую зубчатую муфту, а третьим рычагом передается зацепление шестерен на винт при нарезке резьбы. На шпинделе коробки скоростей установлена электрическая муфта для торможения шпинделя и это является особенностью станка
В заключение нужно отметить, что в наше время новых технологий станки с такими паспортными данными, несмотря на новые, усовершенствованные технологии, до сих пор занимают достойное место в ряду токарных станков металлорежущего оборудования.
Источник