- Гитара токарного станка 16к20
- Кинематическая настройка токарно-винторезного станка 16К20 для нарезания резьбы
- Настройка токарного станка на нарезание резьбы
- Кинематическая схема токарно-винторезного станка 16к20
- Схема расположения органов управления токарным станком 16к20
- Перечень органов управления токарно-винторезным станком 16К20
- Таблица резьб и подач токарно-винторезного станка 16к20
- Шестерни, входящие в основной набор. Комплект поставки
- Шестерни, поставляемые по особому заказу
- Инструкция по нарезанию резьб на станках моделей 16К20
- Нарезание резьб повышенной точности
- Нарезание многозаходных резьб
- Резьбонарезание на токарно-винторезном станке 16К20
- Наладка станка 16к20 на нарезание резьбы
- Приемы нарезания резьбы резцами
Гитара токарного станка 16к20

 Министерство образования и науки Российской Федерации
Министерство образования и науки Российской Федерации
Кафедра: ТМ,МС и И
Лабораторная работа «Наладка и настройка токарно-винторезного
станка модели 16К20»
студент группы СТМ-41
Цель работы: изучить устройство, принцип действия, кинематику и управление токарно-винторезного станка мод.16К20 и его основных узлов, приобрести практические навыки расчета наладок станка на различные виды работы, ознакомиться с его технологическими возможностями.
Изучить устройство и работу станка и его узлов, кинематическую схему.
Ознакомиться с порядком наладки станка на выполнение различных токарных работ (нарезание резьб различного типа, обработка конических поверхностей, обработка отверстий).
Произвести настройку станка на выполнение токарных работ, указанных в таблице приложения.
1.Назначение станка и отдельных его узлов
Токарно-винторезный станок мод.16К20 предназначен для обработки наружных и внутренних поверхностей вращения, нарезания на них резьб различного типа (метрических, дюймовых, модульных, питчевых и др.) фасонных и торцовых поверхностей, проточки канавок, отрезки и нарезания архимедовых спиралей на торцах.
Общий вид станка

2.Техническая характеристика станка мод.16К20
Наибольший диаметр детали, устанавливаемой над станиной, мм – 400
Расстояние между центрами, мм ………………… 710,1000 и 1400
Диаметр отверстия шпинделя, мм . . ……………………..……. 52
Число значений частот вращения шпинделя ……………………24
Частота вращения шпинделя, об/мин .………………….12,5+1600
Подачи, мм/об: продольные …………………… 0,05-2,8
Шаг нарезаемой резьбы: метрической, мм. . …………………….0,5-112
дюймовой (число ниток на I » ) ……… .56-0,25
модульной, модуль . 0,5-112
питчевой, питч ………………………. 56-0,25
Мощность электродвигателя, кВт ……………………… 10
3. Структурная схема станков токарной группы
Станки токарной группы предназначены для обработки наружных, внутренних и торцевых поверхностей тел вращения и нарезания резьб (токарно-винторезные). В качестве инструментов используют токарные резцы. Может применяться и размерный инструмент: сверла, зенкеры, развертки, метчики, плашки и т.п.
Поверхности тел вращения на токарных станках получают по схеме «след» + «след» либо «след» + «копирование». Первым назван метод получения направляющей, а вторым – образующей производящих линий.
Отсюда вытекает необходимость иметь в токарных станках вращательное движение заготовки В1 и поступательное движение резца П2 вдоль оси вращения заготовки и П3 – перпендикулярно её оси вращения при точении торцевых поверхностей. Причем, для обеспечения возможности нарезания резьб резцами необходимо, чтобы движения В1 и П2 были согласованы. Исходя из этих соображений, структурная схема токарно-винторезного станка может быть представлена следующим образом

Простое продольное точение осуществляется реализацией двух исполнительных движений Ф (В1) и Ф (П2); торцевое – Ф (В1) и Ф (П3). Нарезание резьб реализуются одним сложным исполнительным движением (двухэлементарным) Ф (В1 П2). Согласование элементарных движений В1 и П2 , осуществляется внутренней кинематической связью В1→2→Р2→ir→iкп→3→4→t1→П2. Применение двух параллельных передач «винт-гайка» и «зубчатая шестерня – рейка» обусловлено следующим. При нарезании резьб требуется большая точность связи (В1 П2), для чего используется передача»винт-гайка» как более точная. При обычном точении, во избежание износа пары «винт-гайка», включает реечную передачу.
4. Основные узлы станка и органы управления станком
Станок состоит из следующих основных узлов .
1 – передняя тумба; 2- ременная передача; 3 – коробка подач; 4 – коробка передач (гитара); 5 – шпиндельная бабка; 6 – кнопочная станция; 8 – мостик; 9 – люнет; 10 – суппорт; 11 – резцедержатель; 12 – фартук; 13 – защитный экран; 14 – задняя бабка; 15 – станина; 16 – основание; 17 – верхний суппорт (салазки); 18 – ходовой винт; 19 – ходовой вал; 20 – шпиндель.
Станина служит основанием для крепления неподвижных узлов станка, для сохранения точности и жесткости их взаимного расположения. Направляющие станины обеспечивают прямолинейность продольного движения каретки суппорта и задней бабки. Передняя бабка служит для крепления шпинделя. Заготовка базируется и закрепляется при помощи различных типов патронов, центров, оправок или специальных приспособлений. В передней бабке расположены механизмы коробки скоростей, которая служит для изменения частот вращения шпинделя, как при прямом, так и при обратном направлении его вращения. Гитара сменных шестерен служит для настройки на тип и на шаг резьбы. Коробка подач служит для изменения величины подачи, для настройки на тип и на шаг нарезаемой резьбы. При нарезании точных резьб коробка подач отключается. Суппарат служит для крепления резца и для осуществления подач: механической продольной или поперечной и ручной под углом к оси станка при обработке коротких конусов. Преобразование вращательного движения ходового винта или ходового валика в поступательное движение суппорта осуществляется механизмами фартука станка. Для обточки конусов с короткой длиной образующей направляющие резцедержателя поворачиваются на угол конуса. Задняя бабка служит для создания второй опоры у заготовки при обработке деталей, для крепления сверл и сообщения им осевой подачи, для смещения заднего центра с оси вращения с целью обточки пологих конусов.
21, 35 – рукоятки включения фрикционной муфты привода главного движения; 22,23,24 – рукоятки настройки коробки подач; 25,7 – рукоятки настройки частоты вращения шпинделя; 26 – рукоятка настройки на шаг резьбы (нормальный или увеличенный); 27 – рукоятка включения правой или левой резьбы; 28,29,31,33 – маховички ручного перемещения суппорта, поперечных салазок, пиноли задней бабки; 30 – рукоятка включения автоматической подачи; 32,34 – рычаги зажима пиноли и задней бабки.
5.Настройка главное движение станка
Коробка скоростей станка состоит из двух кинематических цепей.
Низкие частоты вращения шпинделя передаются при включении перебора по цепи:

Высокие частоты вращения шпинделя передается при выключенном переборе по цепи:

Перебор имеет следующие передаточные отношения
Цепь главного движения. Вращательное движение шпиндель станка получает от электродвигателя М (N = 10 кВт, n = 1460 об/мин) через клиноременную передачу 140/268 и шестеренную коробку скоростей. Путем переключения подвижных блоков зубчатых колес шпинделю станка сообщается 24 частоты вращения (в том числе 22 различных значения) в диапазоне 12,5 — 1600 об/мин. Передача движения в коробке скоростей к шпинделю осуществляется следующим образом. При включении фрикционной дисковой муфты 1 влево с валом I оказываются связаны блочные зубчатые колеса г — 51—56, которые при переключении двойного зубчатого блока z = 34—39 передают валу II две различные частоты вращения. С вала II на вал III движение передается с помощью переключаемого тройного блока зубчатых колес z = 38 — 47 — 55. С вала III движение передается либо сразу шпинделю VI, когда блочные колеса z = 48—60 сдвинуты влево (в зацеплении оказываются зубчатые пары 60/48 или 30/60), либо когда блок зубчатых колес z = 48—50 сдвинут вправо, движение поступает сначала на вал IV через зубчатую пару 45/45 (или 15/60) и далее зубчатую передачу 18/72, вал V, зубчатую пару 30/60 на шпиндель.
Направление вращения шпинделя изменяют на обратное путем переключения муфты 1 вправо, тогда с валом I оказывается связано зубчатое колесо z = 50, от которого передается движение через промежуточный блок колес z = 24—36 и зубчатое колесо z = 38 на вал II и далее к шпинделю по той же кинематической цепи, что и при прямом его вращении.
Винторезная цепь и цепь подач. Конечными звеньями винторезной цепи являются шпиндель станка и ходовой винт XVII с гайкой продольного перемещения суппорта. За один оборот шпинделя суппорт перемещается ходовым винтом в продольном направлении на величину шага резьбы.
Изменение шага нарезаемой резьбы на станке производят с помощью соответствующей настройки гитары сменных зубчатых колес и коробки подач. Движение со шпинделя на ходовой винт передается различным образом в зависимости от того, нарезается ли резьба с нормальным или увеличенным шагом. При нарезании резьб с нормальным шагом блок зубчатых колес z = 45—60 на валу VII сдвигают до зацепления его зубчатого колеса z = 60 с зубчатым колесом z = 60, жестко посаженным на шпинделе, т. е. шпиндель передает движение на вал VII только через одну зубчатую пару 66/60 с передаточным отношением, равным единице. При нарезании резьбы с увеличенным шагом блок зубчатых колес z = 45—60 сдвигают так, чтобы его колесо z = 45 оказалось в зацеплении с зубчатым колесом z = 45, жестко закрепленным на валу III. В этом случае движение со шпинделя на вал VII передается либо через перебор, когда зубчатый блок z = 48—60 на шпинделе сдвинут вправо, по цепи 60/30 45/45.
Комбинация сменных зубчатых колес гитары обеспечивает нарезание метрических и дюймовых резьб, а также получение табличных значений продольных и поперечных подач суппорта. Для нарезания модульных и питчевых резьб устанавливают иное сочетание сменных зубчатых колес в гитаре подач.
Если установить в гитаре подач комбинацию из имеющихся в комплекте сменных зубчатых колес, то можно нарезать метрические и дюймовые резьбы с шагами, вдвое большими табличных.
По особому заказу к станку поставляется дополнительный комплект сменных зубчатых колес, позволяющий расширить диапазон шагов нарезаемых резьб. При нарезании резьб с шагом, отличающимся от табличного, гитару подач подбирают с использованием формул.
После гитары подач движение от шпинделя поступает на вал IX коробки подач. Коробка подач (рис. 47) шестеренного типа (нумерация ее деталей соответствует рис. 46) позволяет изменять величины шагов резьб и подач с помощью переключения подвижных блоков шестерен и зубчатых муфт (z = 28 и муфта 18 на валу IX, z = 30 и муфта 17 на валу X, z = 28—35, z = 25—30, z = 34 и муфта 16 на валу IX, z = 18—28 на валу XII, z = 28 — 48 и муфта 15 на валу XIV).

Рис. 47. Коробка подач токарно-винторезного станка модели 16К20
Коробка передач в сборе, она же гитара для станка токарно-винторезного 16К20. Шестерни гитары. Наличный и безналичный расчет. Собственное производство. Можете заказать шестерни отдельно:
Коробка передач (гитара) 16К20.80.001
Кронштейн гитары в сборе (приклон и 3 шестерни) 16К20
Кронштейн (приклон) гитары 16К20.080.011
Колесо зубчатое сменное 16Б20.080. z-92 m2
Колесо зубчатое сменное 16Б20.080.403 z-64
Колесо зубчатое сменное 16Б20.080.402 z-73
Колесо зубчатое сменное 16Б20.080.401 z-86
Колесо зубчатое сменное 16К20 (z-66. m-2)
Колесо зубчатое сменное 16Б20.080. z-90 m2
Колесо зубчатое сменное 16Б20.080. z-72 m2
Колесо зубчатое сменное 16Б20.080. z-80 m2
Колесо зубчатое сменное 16Б20.080.404 z-60
Колесо зубчатое сменное 16Б20.080.405 z-44
Колесо зубчатое сменное 16К20.080.401 z-57
Колесо зубчатое сменное 16К20.080.400 z-48
Колесо зубчатое сменное 16Б20.080. z-42 m2
Колесо зубчатое сменное 16Б20.080. z-45 m2
Колесо зубчатое сменное 16Б20.080. z-46 m2
Колесо зубчатое сменное 16Б20.080. z-52 m2
Колесо зубчатое сменное 16Б20.080.408 z-36
Колесо зубчатое сменное 16Б20.080.406 z-40
Колесо зубчатое сменное 16Б20.080. z-38 m2
Шток фиксации гитары в сборе с втулкой 16К20
Коробка подач в сборе 16К20
Источник
Кинематическая настройка токарно-винторезного станка 16К20 для нарезания резьбы
Настройка токарного станка на нарезание резьбы
При нарезании резьб уравнения кинематических цепей составляют исходя из условия, что за один оборот шпинделя инструмент должен переместиться в направлении подачи на величину шага Рр нарезаемой резьбы.
Запишем уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:

При нарезании модульной резьбы с минимальным шагом в данное уравнение вместо сменных колес z = 40—73, 73—64 следует подставить колеса z = 60—73, 86—36. Уравнение кинематического баланса для нарезания дюймовой резьбы в общем виде:

Настройка современного универсального токарно-винторезного станка 1К620 на нарезание резьбы сводится к настройке приводов главного движения и движения подачи.
Настройка коробки подач на шаг нарезаемой резьбы в большинстве случаев осуществляется с помощью таблицы, укрепленной на станке, или по паспорту.
Рукоятки управления коробки подач устанавливают в положение, указанное в таблице, а реверс ходового винта — в положение, соответствующее нарезанию правой или левой резьбы, и при необходимости включают звено увеличения шага резьбы.
Вращение от коробки подач сообщается ходовому винту, а включение продольного перемещения суппорта с резьбовым резцом происходит при замыкании разъемной маточной гайки.
При нарезании резьбы повышенной точности или с нестандартным шагом настройка цепи продольной подачи требует выполнения предварительных расчетов, иногда довольно сложных (например, при настройке винторезной цепи не коробкой подач, а гитарой сменных колес). В современных универсальных токарных станках предусмотрена возможность полного отключения коробки подач; ведомый вал гитары при этом соединяется напрямую с ходовым винтом станка. В этих случаях требуется подобрать сменные колеса из имеющихся в комплекте станка или изготовить дополнительные. Подбор числа зубьев сменных колес можно вести двумя способами.
При первом способе рычаги коробки подач ставятся в положение, при котором нарезаемый шаг равен шагу ходового винта станка. Таким образом, передаточное число равно шагу нарезаемого винта, деленному на шаг ходового винта. В случаях, когда числитель или знаменатель передаточного числа простой дроби будет иметь множители, неудобные для преобразования их в числа зубьев сменных зубчатых колес, расчет следует вести по таблицам передаточных чисел.
При втором способе подбор сменных колес осуществляется по одному из передаточных чисел сменных колес, имеющихся в наличии (хотя бы и с других станков), или по передаточному числу коробки подач.
Если необходимо изготовить резьбу с малыми допусками по шагу, а ходовой винт станка имеет погрешность при изготовлении, то подбор выполняют приближенными методами.
Кинематическая схема токарно-винторезного станка 16к20

Кинематическая схема токарно-винторезного станка 16к20
Схема расположения органов управления токарным станком 16к20

Схема расположения органов управления токарным станком 16к20. Рис.9
Перечень органов управления токарно-винторезным станком 16К20
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Рукоятка установки правой и левой резьбы
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 16)
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя главного привода
- Болт закрепления каретки на станине
- Рукоятка включения подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 8)
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка зажима пиноли задней бабки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопка включения привода быстрых перемещений
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Сопло подачи охлаждающей жидкости
- Указатель нагрузки станка
- Выключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа
- Вводной автоматический выключатель
Таблица резьб и подач токарно-винторезного станка 16к20
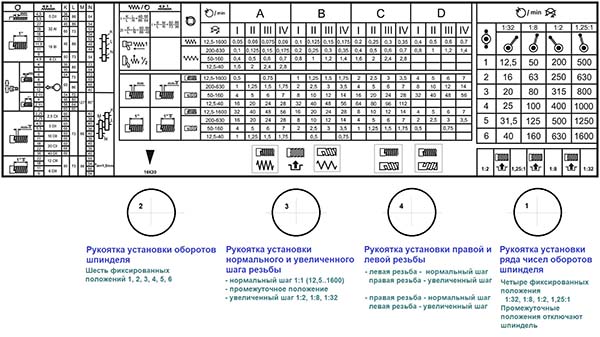
Таблица резьб и подач токарно-винторезного станка 16к20. Рис.10
Таблица изображена для основного исполнения станков с пределами числа оборотов шпинделя в минуту 12,5..1600. Таблица помещена на шпиндельной бабке станка.
Рукоятки 1 и 2 выбирают скорость вращения шпинделя в диапазоне от 12,5 до 1600 об/мин. 4 положения рукоятки 1 и 6 положений рукоятки 2 — позволяют получить 24 значения скорости. Как видно из таблицы значения оборотов 500 и 630 об/мин повторяются
Рукоятка 3 управляет звеном увеличения шага подачи или резьбы в шпиндельной бабке в соотношении 1:2, 1:8, 1:32, в зависимости от числа оборотов шпинделя.
Рукоятка 4 управляет трензелем в шпиндельной бабке и определяет направление вращения ходового вала или ходового винта.
Установка величин подач осуществляется рукоятками 5 и 7 (рис. 9) в соответствии со значениями, указанными в средней верхней части таблицы (рис. 10).
ВНИМАНИЕ! Табличные значения величин подач могут быть получены только при установке сменных шестерен:
t = (K/L)·(L/N) = (40/86)·(86/64) на станках моделей 16К20, 16К20П, 16К20Г
t = (K/L)·(L/N) = (45/86)·(86/72) на станке модели 16К25.
В таблице (рис. 10) даны значения величин продольных подач. Величина поперечной подачи составляет 1/2 продольной.
Для установки величин подач, равных удвоенным табличным значениям, можно воспользоваться указаниями раздела 12.3.3.
Шестерни, входящие в основной набор. Комплект поставки
Комплект сменных зубчатых колес для 16К20
- 16Б20.080.401 — z=86, m=2, на станке
- 16Б20.080.403 — z=64, m=2, на станке
- 16Б20.080.406 — z=40, m=2, на станке
- 16Б20.080.408 — z=36, m=2, на станке
- 16Б20.080.402 — z=73, m=2
- 16Б20.080.404 — z=60, m=2
- 16Б20.080.405 — z=44, m=2
- 16К20.080.401 — z=57, m=2
- 16К20.080.400 — z=48, m=2
Комплект сменных зубчатых колес для 16К25
- 16Б20.080.401 — z=86, m=2, на станке
- 16Б20.080.402 — z=73, m=2, на станке
- 16Б20.081.401 — z=72, m=2, на станке
- 16К25.080.405 — z=45, m=2, на станке
- 16К25.080.401 — z=90, m=2
- 16К25.080.402 — z=80, m=2
- 16К20.080.402 — z=48, m=2
- 16К20.080.401 — z=57, m=2
- 16Б20.080.404 — z=60, m=2
- 16Б20.081.402 — z=66, m=2
Шестерни, поставляемые по особому заказу
Сменные шестерни, для нарезания резьб, не указанных в таблице (рис. 10):
z=66; z=54; z=52; z=46.
Для нарезания резьб «напрямую»
z=60; z=72; z=54; z=56; z=80; z=80 m=1,5; z=127 m=1,5
для станка 16К25:
z=88: z=81; z=65; z=69; z=64; z=72; z=54; z=50.
Инструкция по нарезанию резьб на станках моделей 16К20
При отправке с завода на станках моделей 16К20, 16К20П, 16К20Г устанавливаются сменные шестерни с числом зубьев z = 40, z = 86, z = 64 и шестерня с z = 36, выполняющая в данной комбинации функции проставки.
На станке модели 16К25 устанавливаются сменные шестерни с z = 45, z = 86, z = 72 и сменная шестерня с z = 73, служащая проставкой.
Комбинация сменных шестерен на станках моделей 16К20, 16К20П, 16К20Г:
(K/L)·(L/N) = (40/86)·(86/64)
на станке модели 16К25:
(K/L)·(L/N) = (45/86)·(86/72)
обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в средней нижней части таблицы (рис. 10). Для этого рукояткой 6 надо установить необходимый тип нарезаемой резьбы, а рукоятками 5 и 7 выбрать требуемый шаг.
Установив на станках моделей 16К20, 16К20П, 16К20Г комбинацию входящих в основной набор сменных шестерен:
(K/L)·(M/N) = (60/73)·(86/36),
на станке модели 16К25 — комбинацию
(K/L)·(M/N) = (80/73)·(86/48)
можно нарезать модульные и питчевые резьбы, величины шагов которых устанавливают рукоятками 5 и 7 по таблице (рис. 10). При этом рукоятку 6 следует переключить на соответствующий тип резьбы.
Установкой входящих в основной набор сменных шестерен комбинации на станках моделей 16К20 16К20П, 16К20Г:
2t = (K/L)·(L/N) = (60/86)·(86/28)
или комбинации на станке модели 16К25
2t = (K/L)·(L/N) = (60/90)·(90/48)
Создается возможность нарезания метрических и дюймовых резьб с шагами, равными удвоенным величинам, указанным в таблице (рис. 10)
Примечание. При помощи этих комбинаций сменных шестерен аналогично описанному можно получать величины подач, равные удвоенным табличным значениям.
Кроме вышеуказанных в основные наборы входят сменные шестерни, обеспечивающие нарезание дюймовых резьб с числом ниток на 1 дюйм 11 и 19.
При помощи дополнительного набора сменных шестерен, поставляемых по особому заказу, и шестерня основного набора на станках через механизм коробки подач можно нарезать целый ряд резьб, шаги t которых приведены в левой части таблицы (рис. 10).
Настройка станка для нарезания этих резьб осуществляется с помощью сменных шестерен, указанных в левой части таблицы (рис. 10). Сменные шестерни, указанные в. левой части таблицы (рис. 10), но отсутствующие в основном наборе, поставляются по особому заказу (раздел 19.5).
Так же, как и в описанных выше случаях, рукояткой 6 устанавливается тип резьбы. Затем в зависимости от выбранного шага t соответствующими рукоятками устанавливается табличное значение, указанное в средней нижней части таблицы (рис. 10).
Пример. Для нарезания питчевой резьбы с шагом 11 питчей рукоятку 6 нужно поставить в положение, соответствующее нарезанию этой резьбы, рукоятку 7 — в положение D и рукоятку 5 — в положение 111, что соответствует шагу шести питчей по таблице (рис. 10).
На станках моделей 16К20, 16К20П, 16К20Г следует установить комбинацию сменных шестерен:
(K/L)·(M/N) = (60/73)·(86/66),

Формулы подбора сменных шестерен токарного станка 16к20
Формулы подбора сменных шестерен для нарезания через механизм коробки подач резьб, не приведенных в таблице (рис. 10).
Пример. При необходимости нарезания метрической резьбы с шагом t=18 нужно воспользоваться формулами, приведенными в табл. 2.
По таблице (рис. 10) в ряду метрических резьб находим значение шага резьбы, ближайшее к нарезаемому.
Таковыми являются t = 16 и t = 20. В нашем случае выберем, например, шаг t = 20 и подставим значения в формулы для нахождения числа зубьев z шестерен, которые необходимо изготовить для нарезания этой резьбы tнар = 18, tтабл = 20.
Станки моделей 16К20, 16К20П, 16К20Г

При вычислении чисел зубьев сменных шестерен, требуемых для нарезания резьбы, шаг которой отсутствует в таблице, следует подбирать такие коэффициенты, которые позволили бы максимально использовать шестерни, поставляемые со станками.-
Так, в выкладках (1) целесообразно принять коэффициент, равный 4, дающий возможность использовать сменные шестерни основного набора с числом зубьев z=36 и z=64, а в качестве промежуточной взята шестерня основного набора с числом зубьев z=86.
В выкладках (2) целесообразно принять коэффициент, равный 9, позволяющий использовать шестерни основного набора с числом зубьев z=45, z=72, z=90.
После вычислений по чертежу (рис. 11 для станков моделей 16К20, 16К20П, 16К20Г следует проверить возможность сцепления шестерен найденных комбинаций. При этом надо помнить, что число зубьев у шестерни К, устанавливаемой на оси I, не должно превышать 88 при модуле т=2, а у шестерни N, устанавливаемой на оси II, — 73 при том же модуле.
В связи с тем, что в выкладках (2) у сменной шестерни N число зубьев оказалось равным 90, отношение (45/72)·(81/90) заменено тождественным ему отношением (45/90)·(81/72), отвечающим вышеизложенным условиям.
Как показывают получившиеся комбинации сменных шестерен, для нарезания метрической резьбы с шагом t=18 на станках моделей 16К20, 16К20П, 16К20Г нужно воспользоваться сменными шестернями основного набора.
Для станка модели 16К25 нужно дополнительно по типовому чертежу (рис. 13) изготовить шестерню с числом зубьев z=81 и модулем z=2.
Следует обратить внимание на то, что эта шестерня входит в дополнительный набор сменных шестерен, поставляемых по особому заказу. При наличии такого набора необходимость изготовления ее отпадает.
При настройке станка для нарезания метрической резьбы с шагом t=18 мм следует установить комбинацию сменных шестерен:
(K/L)·(M/N) = (36/86)·(86/64)
и рукоятки 5 и 7 поставить соответственно в положения II и А или II и С, т. е. для нарезания метрической резьбы с шагом t = 20 по таблице (рис. 10), а рукояткой 1 установить соответствующий ряд чисел оборотов шпинделя.
Нарезание резьб повышенной точности
Нарезание резьб повышенной точности осуществляется при непосредственном соединении ходового винта со шпинделем через сменные шестерни с отключением механизма коробки подач.
Рукояткой 6 установить соответствующий, вид резьбы, а рукоятку 7 поставить в нейтральное положение, обозначенное стрелкой (для исключения холостого вращения механизма коробки подач).
Подбор сменных шестерен для нарезания определенного шага резьбы повышенной точности производится по формуле:
(K/L)·(M/N) = t/8.
Для нарезания этих резьб при помощи, комплекта сменных шестерен, поставляемых заводом, следует воспользоваться данными, приведенными в левой средней части таблицы (рис. 10). Как видно из таблицы, при помощи шестерен основного набора можно нарезать метрические резьбы повышенной точности с шагом t = 5 мм, t = 10 мм, t = 12 мм.
Остальные шаги метрических резьб и дюймовые резьбы, указанные в таблице, могут быть нарезаны при использовании дополнительного набора сменных шестерен, поставляемых по особому заказу.

Чертежи сменных шестерен токарно-винторезного станка 16к20

Коробка передач (гитара) токарно-винторезного станка 16к20
Нарезание многозаходных резьб
Нарезание многозаходных резьб. При нарезании многозаходных резьб необходимо:
- Рукоятки 8 и 16 должны находиться в средних положениях;
- Рукояткой 15 включить гайку ходового винта;
- Рукоятками 1 и 2 по таблице, помещенной на шпиндельной бабке, установить требуемое число оборотов шпинделя, а рукоятками 5 и 7 — необходимое значение шага нарезаемой резьбы;
- Проворачивая вручную фланец 24 (рис. 14 и 17), совместить нанесенный на нем указатель-стрелку с одной из рисок делительного кольца 240 шпинделя, обозначенной каким-либо числом;
- При нарезании резьб с шагами в пределах метрических и модульных от 0,5 до 7, дюймовых и питчевых от 56 до 4 расцепление шпинделя с кинематической цепью станка для деления на число заходов производить посредством установки рукоятки 3 в положение, отмеченное специальным символом, обозначающим отключение шпинделя. Для остальных шагов резьб расцепление осуществлять поворотом рукоятки 1 из фиксированного в ближайшее промежуточное положение, отмеченное аналогичным символом;
- деление на число заходов производить путем поворота вручную шпинделя на число рисок, соответствующее числу заходов нарезаемой резьбы (при двух заходах — на 30 рисок, при трех—на 20, при четырех — на 15 и т. д.);
- рукоятку 1 или 3 установить в исходное положение;
- Прорезать нитку резьбы;
- при последующем делении операции, изложенные в пунктах 5..8, повторить подобным образом.
Резьбонарезание на токарно-винторезном станке 16К20
Цепь главного движения (см. кинематическую схему) задает вращательное движение шпинделю станка (вал VI). От электродвигателя M (N = 10 кВт, n = 1460 об/мин через клиноременную передачу и коробку скоростей шпиндель может получить 24 различных значений частоты вращения в диапазоне 12,5… 1600 мин –1 (табл. 4.1) и при этом иметь прямое и обратное вращение.
Винторезная цепь (цепь продольной подачи) согласует вращательное движение заготовки и поступательное перемещение резьбового резца вдоль оси заготовки так, чтобы за один оборот заготовки резец переместился на шаг (если резьба однозаходная) или на ход (если резьба многозаходная). Начальным звеном этой цепи является шпиндель станка, далее движение идет через коробку подач. Конечным звеном является ходовой винт станка с шагом Pх = 12 мм (см. рис. 4.2). Настройку на шаг нарезаемой резьбы проводят с помощью гитары сменных зубчатых колес (K, L, M, N) и коробки подач (см. рис. 4.6).
Уравнение кинематического баланса винторезной цепи имеет вид
iк.п – передаточное отношение коробки подач.
Это уравнение используется при выводе расчетных формул по подбору сменных колес гитары для резьб с шагом Pн, равным табличному Pт или отличающимся от него.
Коробка подач (см. кинематическую схему) имеет две основные кинематические цепи. Одна цепь служит для нарезания метрических и модульных резьб, а также продольной и поперечной механической подачи. При этом муфты М2 и М6 выключены, а муфты М3, М4 и М5 включены:

Другая цепь предназначена для нарезания дюймовых и питчевых резьб. При этом движение на ходовой винт передается, когда муфты М2, М3, М4 и М6 выключены, а муфта М5 включена:

При нарезании метрических и дюймовых резьб устанавливают стандартный набор сменных зубчатых колес гитары:
(K/L)·(L/N) = (40/86)·(86/64)
а при нарезании модульных резьб:
(K/L)·(M/N) = (60/73)·(86/36)
При нарезании резьб с шагом Px, отличающимся от табличного Pт, сменные зубчатые колеса гитары подбирают расчетным путем. Подбор колес проводят по заранее выбранному значению передаточного отношения коробки подач (примем передаточное отношение коробки подач равным единице).
Наладка станка 16к20 на нарезание резьбы
Наладку станка на резьбонарезание осуществляют в следующем порядке:
1) по заданной скорости резания рассчитываем частоту вращения шпинделя:
n = ν·1000·60/d об/мин,
ν – заданная скорость резания, м/с;
d – диаметр заготовки, мм.
Полученное значение n корректируем по Таблице резьб и подач;
2) по табл. 4.2 определяем соответствие заданного шага нарезаемой резьбы табличному значению;
3) если заданный шаг соответствует табличному, то нарезать резьбу можно без специальной настройки, пользуясь указаниями на положение рукояток коробки подач, находящимися на станке;
4) если заданный шаг не соответствует табличному (см. табл. 4.2), то для нарезания резьбы необходимо выполнить специальную настройку, применяя расчетную формулу для определения передаточного отношения гитары сменных колес.
Например, для метрической резьбы расчетная формула имеет вид:
Pн – шаг нарезаемой резьбы,
Pт – табличное значение шага, ближайшее к шагу нарезаемой резьбы.
По результатам расчета сменные колеса выбирают из следующего набора:
36, 40, 44, 45, 46, 48, 50, 52, 54, 56, 57, 60, 64, 65, 66, 70, 72, 73, 75, 80, 86, 90, 127
(все зубчатые колеса имеют одинаковый модуль m = 2мм).
Нарезание резьбы в зависимости от шага Pн проводят за несколько проходов.
Различают четные и нечетные резьбы:
Четной называют резьбу, у которой отношение шага (хода) к шагу ходового винта станка (или наоборот) является целым числом.
Нечетной – ту, у которой указанное отношение дробное.
Это разделение определяет приемы настройки станка, которые используются при нарезании резьбы.
При нарезании четной резьбы по окончании прохода резец перемещают в исходное положение вручную или механически (ускоренно) при разомкнутой разъемной гайке ходового винта. Кинематическая связь шпинделя и ходового винта обеспечивает возможность включения разъемной гайки ходового винта при любом положении резца относительно резьбы и гарантирует точное попадание его в нарезаемую канавку резьбы.
При нарезании нечетной резьбы после каждого рабочего прохода резец отводят от заготовки в поперечном направлении, переключают суппорт на обратный ход и, не размыкая разъемную гайку, отводят резец в исходное положение. Затем резец устанавливают на заданную глубину резания и выполняют следующий проход.
Рассмотрим наладку станка на примере.
Требуется нарезать метрическую резьбу с шагом Pн = 5,5 мм.
Наружный диаметр заготовки D = 40 мм. Материал заготовки – конструкционная сталь. Материал резца – быстрорежущая сталь. Скорость резания v = 0,33 м/с.
1) по заданной скорости резания рассчитываем частоту вращения шпинделя:
nшп = 1000 · 60 · v / (πD) = 1000 · 60 · 0,33 /( 3,14 · 40) = 159 об/мин
Полученное значение nшп = 159 об/мин корректируем по табл. 4.1. Для наладки станка принимаем ближайшее к расчетному табличное значение – nшп = 160 мин–1;
2) по табл. 4.2 определяем соответствие заданного шага Pн нарезаемой резьбы табличному значению Pт;
3) заданный шаг резьбы Pн не соответствует табличному Pт.
Выполняем специальную настройку, пользуясь расчетной формулой для определения передаточного отношения гитары сменных колес для метрической резьбы.
Ближайшие к шагу нарезаемой резьбы Pн значения Pт равны 5 или 6 мм. Выбираем Pт = 6 мм и подставляем это значение в расчетную формулу:

Числа зубьев сменных колес выбираем из набора сменных колес:
K = 50, L = 80, M = 66, N = 72
Проверяем условие сцепляемости подобранных сменных зубчатых колес (рис. 4.7)

Из конструктивных соображений зубчатые колеса гитары должны иметь следующие значения числа зубьев:
K ≤ 88, N ≤ 73; K + L + M ≥ 260
4) подобранные расчетным путем сменные колеса устанавливаем на станок. При этом коробку подач настраиваем с помощью рукояток на шаг Pт = 6 мм.
Приемы нарезания резьбы резцами
После наладки станка, закрепления обрабатываемой детали, установки и закрепления резца, включают станок и начинают нарезать резьбу, незначительно углубив резец в металл. На поверхности детали получается винтовая риска, шаг которой проверяют линейкой, штангенциркулем или резьбомером. Перед началом следующего прохода резец углубляют по лимбу на требуемую величину.
Нарезать профиль треугольной резьбы резцами можно следующими способами.
Первый способ.

Резец устанавливают перпендикулярно оси детали (рис. 224, а), пользуясь шаблоном, как показано на рис. 219.
Перед каждым новым проходом резец выводят из канавки, перемещая поперечный суппорт на себя. Затем дают станку обратный ход, возвращая продольные салазки суппорта в начальное положение. По возвращении продольных салазок резцу дают поперечное перемещение (рис. 224, б). Отсчет ведут по лимбу винта поперечной подачи. Так повторяют все эти приемы до тех пор, пока резьба не будет нарезана на полную глубину профиля.
Как видно из рис. 224, б, резьба в этом случае нарезается равномерно обеими режущими кромками. При черновом нарезании отделяющиеся толстые стружки мешают друг другу, поэтому возможно заедание резца и получение шероховатой, надорванной поверхности резьбы; при чистовом нарезании, когда снимается небольшая стружка, поверхность получается чистой.
Такой способ подачи резца применяется для нарезания резьб с шагом Sp меньше 2 мм; как на черновых, так и на чистовых проходах резец подается за каждый проход на глубину t = 0,05.. 0,2 мм.
Второй способ. Если шаг нарезаемой резьбы больше 2 мм, резьбу нарезают особым резцом (рис. 225, а). Его устанавливают в верхней части суппорта, повернутой на угол α/2 равный половине угла профиля резьбы, и подают боковым врезанием, перемещая верхнюю часть суппорта под углом к оси детали в направлении, указанном стрелкой. При такой установке резца резание осуществляется в основном левой режущей кромкой (рис. 225, б); правая режущая кромка снимает очень тонкую стружку, поэтому изнашивается медленно.

После каждого прохода резец выводят из канавки, перемещая поперечный суппорт на себя (верхнюю часть суппорта не трогают). Затем включают обратный ход станка и возвращают продольные салазки суппорта в их начальное положение. Перед каждым следующим проходом подают поперечный суппорт в прежнее положение (по лимбу, либо по упору). Углубляют резец перемещением верхней части суппорта по лимбу.
Для получения более точной резьбы окончательное нарезание выполняют по первому способу (см. рис. 224).
Канавки для выхода резьбового резца. При нарезании как наружной, так и внутренней резьбы у деталей с уступами необходимо предусматривать канавки для выхода резца, чтобы предохранить его от поломки (рис. 226 и 227). Глубина канавки должна быть немного больше глубины резьбы, а ширина канавки должна равняться 2—3 шагам резьбы.

Нарезание правой и левой резьб. При нарезании правой резьбы ходовой винт и шпиндель вращаются против часовой стрелки, а суппорт с резцом перемещаются от задней бабки к передней (см. рис. 193, а). При нарезании левой резьбы трензель должен быть установлен так, чтобы ходовой винт вращался в обратном направлении, т. е. по часовой стрелке при обычном направлении вращения шпинделя. При этом суппорт должен перемещаться к задней бабке (см. рис. 193, б), следовательно, нарезание левой резьбы должно начинаться с левого конца детали, т. е. ближайшего к передней бабке.
Охлаждение. Применение смазывающих и охлаждающих жидкостей при нарезании резьбы является обязательным. Обильное охлаждение предохраняет резец от затупления и способствует получению чистых боковых поверхностей резьбы. В качестве охлаждающих жидкостей при нарезании резьбы в стали и латуни рекомендуются эмульсии, сульфофрезол (дает лучшие результаты); чугунные детали можно нарезать всухую или с керосином.
Источник