Металлорежущие станки
Трейдинг криптовалют на полном автомате по криптосигналам. Сигналы из первых рук от мощного торгового робота и команды из реальных профессиональных трейдеров с опытом трейдинга более 7 лет. Удобная система мгновенных уведомлений о новых сигналах в Телеграмм. Сопровождение сделок и индивидуальная помощь каждому. Сигналы просты для понимания как для начинающих, так и для опытных трейдеров. Акция. Посетителям нашего сайта первый месяц абсолютно бесплатно .
Условие сцепляемости гитары сменных колёс:
Дюймовая резьба: число ниток на 1 дюйм- 10 мм, шаг ходового винта-8 мм.
Шаг дюймовой резьбы в миллиметрах равен равен одному дюйму, делённому на количество ниток, т.е.
tp=25,4/Кн, где Кн-количество ниток на 1 дюйм.
ры сменных колёс:

Условие сцепляемости гитары сменных колёс:
Модульная резьба: модуль резьбы-2,5 мм, шаг ходового винта-10 мм. Шаг модульной резьбы определяем:
tp=π*m, где m-модуль резьбы.
Шестерни гитары сменных колёс:

Условие сцепляемости гитары сменных колёс:
Настройка токарного станка на обработку резьбы.
Многозаходную резьбу любого профиля начинают резать так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода Ph. Нарезав первый заход на полный профиль, отводят резец от заготовки и, сообщая ходовому винту обратный ход, возвращают суппорт в начальное положение. Затем, при неподвижном ходовом винте, поворачивают деталь при 2хзаходной резьбе на половину оборота, при 3хзаходной на 1/3 оборота, или, в общем случае, для многозаходных резьб-на 1/Z оборота. После этого нарезают второй заход резьбы и т.д.
Задание № 3. Выполнить эскиз и описать назначение, принцип работы и область применения электромагнитной муфты.
Муфты служат для постоянного или периодического соединения двух соосных валов и для передачи при этом вращения от одного вала другому. Различают муфты постоянные, служащие для постоянного соединения валов; сцепные, соединяющие и разъединяющие валы во время работы; предохранительные, предотвращающие аварии при внезапном повышении нагрузок; обгона, передающие вращение только в одном направлении.
Фрикционные сцепные муфты применяют для периодического соединения валов, их можно включать при любых разностях скоростей вращения элементов муфты. У фрикционных муфт при перегрузках ведомое звено может проскальзывать и тем самым предотвращать аварию. Наличие нескольких поверхностей трения даёт возможность передавать значительные крутящие моменты при относительно малых величинах давления на поверхностях трения дисков.
Общий вид фрикционной многодисковой контактной электромагнитной муфты. Муфта имеет катушку 4 электромагнита, в которую подаётся постоянный электрический ток через контактные щётки, прижимаемые щёткодержателями к токопроводящим кольцам 2, расположенным во втулке 3. Если кольцо одно, то один вывод катушки припаивают к нему, а второй-к корпусу 1 муфты; тогда ток замыкается через детали муфты и механизмы станка. При наличии 2х колец оба вывода катушки припаивают к кольцам. Когда в катушку 4 подаётся электрический ток, якорь 5 перемещается влево, притягивается к корпусу 1 и с помощью тяг, проходящих через наружные пазы втулки 13, перемещает влево нажимной диск 9. Диск 9 сжимает пакет фрикционных дисков 8 и 7 и прижимает их к регулировочной гайке 6, которая застопорена винтом 14.
Задание № 4. Описать назначение и принцип работы универсальной делительной головки. Выбрать метод и произвести деление на на Z1=14 и Z2=85.
Универсальные делительные головки делят на лимбовые и безлимбовые. Наиболее распространены лимбовые делительные головки. Универсальные делительные головки могут быть использованы для простого и дифференциального деления.
Шпиндель 5 лимбовой универсальной делительной головки периодически поворачивают вращением рукоятки 1 через червячную передачу, расположенную в корпусе 4. Рукоятку 1поворачивают на нужный угол, который устанавливают с помощью лимба 3, имеющего несколько рядов отверстий, равномерно расположенных на концентрических окружностях. Фиксатор 2 можно вставлять в любое из этих отверстий. Заднюю бабку 6 применяют для работы в центрах. Деталь можно закрепить также в патроне, который навертывают на резьбовой конец шпинделя.
Метод простого деления: Z1=14.
Определяем число оборотов рукоятки:
np= 2 оборота+24 шага по окружности 28.
2 оборота+24 шага по окружности 28.
Для фрезерования 14 зубьев на заготовке нужно взять диск, на котором имеется делительный круг с 28 отверстиями. Рукоятку устанавливают напротив ряда в 28 отверстий и после фрезерования каждой впадины поворачивают на 2 полных оборота и 24 отверстия.
Метод дифференциального (сложного) деления: Z2=85.
Для деления на это число нет возможности подобрать делительный диск. Для деления принимается фиктивное число, на которое можно разделить простым методом Zф=86.
Определяем число оборотов рукоятки:
np=N/Z=  = 20 шагов по окружности 43.
= 20 шагов по окружности 43.
Для компенсации ошибки необходимо установить шестерни гитары с целью доворота делительного диска:

Задание № 5. Рассчитать настройку зубодолбёжного полуавтомата 5140 для чистового нарезания долбяком цилиндрического колеса с прямым зубом наружного зацепления и выполнить эскиз обработки.
Число зубьев колеса Zк=45
Модуль колеса m=1,5
Длина зуба нарезаемого колеса L=65
Число зубьев долбяка Zд=20
Диаметр долбяка Дд=70 мм
Скорость резания Vрез=60 м/мин
Круговая подача Sкруг=0,32 мм/дв.ход
Радиальная подача Sрад=0,08 мм/дв.ход
Число рабочих ходов-1
1. Кинематическая цепь главного движения:
Определяем длину хода долбяка:
Определяем число двойных ходов долбяка в минуту:
n 441.2 дв.ход/мин;
441.2 дв.ход/мин;
по таблице принимаем 450 дв. ход/мин.
Действительная скорость резания составит:
Vд 61.2 м/с.
61.2 м/с.
Согласно полученным данным на станке устанавливается 1420 мин-1 и рукоятка ставится в положение, при котором долбяк получит 450 дв.ход/мин.
2. Кинематическая цепь движения деления и обкатки.
Подбор чисел зубьев гитары сменных колёс:

3. Кинематическая цепь круговой подачи:
Необходимое передаточное отношение коробки подач:
iкп 1.362
1.362
по станку принимается i=1,1.
Действительная величина круговой подачи:
Sкр мм/ дв.ход.
мм/ дв.ход.
4. Кинематическая цепь радиальной подачи:
Величина радиальной подачи:
Для работы при многопроходных циклах нужно установить необходимое число упоров глубины врезания на барабане управления; циклов будет столько, сколько установлено упоров на этом барабане. После закрепления заготовки и пуска станка работа будет происходить также, как и при однопроходном цикле. После одного оборота стола переключится подача. Очередное врезание будет происходить до нажима следующего упора, закреплённого на барабане, на соответствующий путевой переключатель-он даст команду на включение счётчика и отключение радиальной подачи. Счётчик отсчитывает ещё один оборот стола, произойдёт врезание вновь и т.д. Следовательно, при однопроходном цикле стол сделает один полный оборот (и ещё часть оборота на врезание); при двухпроходном цикле-два полных оборота, при трёхпроходном-три полных оборота.
Источник
Гитары сменных зубчатых колес
Гитара – это механизм со сменными зубчатыми колесами, предназначенный для ступенчатого изменения передаточного отношения расчетной кинематической цепи. Они применяются в основном в редко перенастраиваемых цепях при большом диапозоне и количестве передаточных отношений органа настройки расчетной цепи. Эти механизмы отличаются простотой конструкции. Основной недостаток гитар – трудоемкость настройки.
В станках используют гитары с одной, двумя и тремя парами сменных зубчатых колес. Гитара с одной парой сменных зубчатых колес (см. рис. 1.2) применяется в основном в цепях, не требующих точной настройки (органы настройки iv и is). Гитары с двумя и тремя парами сменных зубчатых колес используются, как правило, для точной настройки кинематических цепей (органы настройки ix, iy и т.п.). На рис. 2.19 показаны гитары с двумя и тремя парами сменных зубчатых колес.
Гитара с двумя парами колес (рис.2.19,а) состоит из плиты 1, оси 2, фиксирующего болта 3 и сменных зубчатых колес a, в, c, d. Поскольку сумма зубьев сцепляемых колес при различных настройках различна, в плите гитары предусмотрен паз, позволяющий перемещать ось 2 и таким образом осуществлять зацепление сменных колес c и d различных диаметров. Болтом 3 фиксируют плиту гитары в требуемом положении для сцепления колес а и в.
Для подбора зубчатых колес пользуются единственным уравнением с четырьмя неизвестными
 , (*)
, (*)
где i – передаточное отношение, полученное по ФН; a, b, c, d — числа зубьев колес гитары.
Число решений уравнения (*) ограничено следующими факторами:
— имеющимся набором сменных зубчатых колес;
а + в > с + (15…20) (**); с +d > в + (15…20) (***).
Для подбора сменных зубчатых колес используют в основном два следующих метода: основной и дополнительный.

Рис. 2.19. Гитары сменных зубчатых колес: а – с двумя парами
сменных колес; б – развертка гитары с двумя парами сменных
колес; в — гитара с тремя парами сменных колес
Основной метод – разложение на простые множители. Используется, когда i выражается простой дробью, числитель и знаменатель которой разлагаются на простые множители, удобные для подбора колес. Например,
 .
.
Допустим, что в наборе сменных зубчатых колес станка имеются колеса с числами зубьев, кратными пяти от 20 до 100. Тогда,

Проверяем условия сцепляемости (**) по допустимому зачению
Возможно, что зубчатое колесо будет перерезать ведомый вал (рис.2.19,б) и, следовательно, монтаж колес невозможен. Поменяем местами колеса в числителе или знаменателе. Например,
 .
.
Проверяем условия сцепляемости по большему допустимому значению: (**) 85 + 70 > 30 + 20; (***) 30 + 65 > 70 + 20.
Условия сцепляемости подтверждают возможность монтажа подобранных сменных зубчатых колес в гитаре.
Дополнительный метод – приближенный подбор. В этом случае используют способ непрерывных дробей или чаще табличный метод.
Пусть по формуле настройки i = 0, 309329. По таблицам (см., например, М.В. Сандаков и др. Таблицы для подбора шестерен: Справочник. – 6-е изд. М.: 1988. – 571 с.) подбираем соответствующую этой десятичной дроби простую дробь. После преобразований получим числа зубьев сменных колес
 .
.
Такие зубчатые колеса имеются в нормальном наборе сменных зубчатых колес, например, зубофрезерных станков. Проверяем условия сцепляемости: (**) 21 + 65 > 45 + 20; (***) 45 + 47 > 65 + 20.
В ряде станков, например зубофрезерных, как правило, предусматривается более широкий диапозон настройки кинематических. Поэтому в таких станках используются гитары с тремя парами сменных зубчатых колес. В этих гитарах (рис.2. 19,в) используется дополнительная пара зубчатых колес, а в ее плите выполняется два или три паза для промежуточных осей. Для подбора зубчатых колес используется уравнение с шестью неизвестными

Зубчатые колес e и f меняются значительно реже, чем колеса а,в,с,d. Как правило их передаточное отношение постоянно и равно 1; 1/2; 2. Это позволяет для данной пары колес использовать только четыре сменных зубчатых колеса, например с числами зубьев 40, 60, 60, 80.
Колеса а, в, с, d подбираются по правилам подбора колес для двухпарной гитары, а к условиям сцепляемости добавляется еще одно
Для различных групп станков комплекты сменных зубчатых колес различны. Однако все комплекты создаются на основе общего ряда чисел зубьев сменных колес: 20 – 23 — 25 – 30 – 33 – 34 – 37 – 40 — 41 – 43 – 45 – 47 – 50 – 53 – 55 – 58 – 59 – 60 – 62 – 65 – 67 – 70 – 71 – 73 -75 – 79 – 80 — 83 – 85 – 89 – 90 – 92 – 95 – 97 – 98 – 100 – 105 – 113 – 115 – 120 – 127 — всего 44 колеса.
Для токарно-винторезных станков принят набор колес, у которых числа зубьев кратны пяти (в комплекте 22 колеса).
Набор зубчатых колес для зуборезных станков ограничен колесом с числом зубьев 100. В затыловочных станках набор колес аналогичен общему, но в нем нет колеса со 113 зубьями. Для фрезерных станков (для настройки делительных головок) набор состоит из колес с числами зубьев: 25 – 25 – 30 – 35 – 40 – 50 – 55 – 60 – 70 – 80 – 90 – 100 (всего 12 колес).
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
§ 3. МЕТОДЫ ПОДБОРА СМЕННЫХ КОЛЕС ГИТАР.
(рис. 2) называется устройство, обеспечивающее правильное сцепление сменных зубчатых колес.
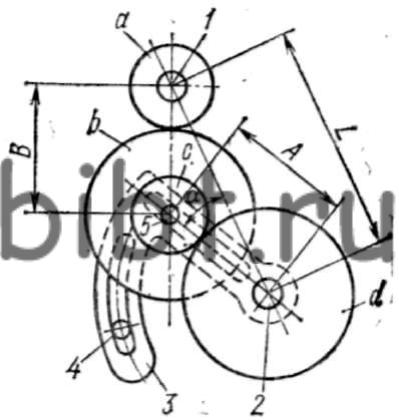
Рис. 2. Схема двухпарной гитары
Расстояние L между ведущим 1 и ведомым 2 валами является неизменным. На ведомом валу свободно установлен приклон гитары 3, закрепленный болтом 4. Ось 5 промежуточных колес b,с можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес с и d. Дуговой паз позволяет регулировать размер В. Чтобы подобранные сменные зубчатые колеса не упирались во втулки валов 1, 2, необходимо соблюдать условия их сцепляемости:
При подборе колес необходимо учитывать и допускаемые пределы передаточных отношений пар сменных колес 1/5 с+(15-:-20) или 60+70>40+15;
c+d>b+(15-:-20) или 40+80>70+15.
Способ замены часто встречающихся чисел приближенными дробями заключается в том, что часто встречающиеся при нарезании дюймовых резьб, червяков и в других случаях числа π и 25,4 (числовое значение дюйма) заменяют приближенными значениями, удобными для подбора сменных колес, например:
1» ≈ 25,4 мм =127/5 мм; π≈22/7≈(19*21)/127 и т.д.
Полученная при этом погрешность не должна превышать заданной по условию. Абсолютная погрешность наладки
относительная погрешность наладки

где i см — заданное передаточное отношение; i’ см — полученное передаточное отношение сменных колес.
Способ подбора сменных колес на логарифмической линейке наименее точен. Край движка логарифмической линейки устанавливают против числа, соответствующего передаточному отношению гитары сменных колес. Передвижением бегунка находят риски, совпадающие на движке и на линейке. По полученным новым целым числам, которые дают при делении те же значения частного, подбирают числа зубьев сменных зубчатых колес:

 и т. д.
и т. д.
Выбирают наиболее точные и удобные значения i’ см для подбора колес:
 . Затем подсчитывают абсолютную погрешность ∆i= 0,818 — 0,817 = 0,001; относительную погрешность δ=0,001/0,817=0,0012239.
. Затем подсчитывают абсолютную погрешность ∆i= 0,818 — 0,817 = 0,001; относительную погрешность δ=0,001/0,817=0,0012239.
Способ подбора сменных колес по таблицам очень точен, но его следует применять лишь в тех случаях, когда нельзя подобрать колеса методом разложения на сомножители. Наиболее быстрый подбор сменных колес можно выполнить по таблицам, приведенным в работе [22].
Источник