- § 3. МЕТОДЫ ПОДБОРА СМЕННЫХ КОЛЕС ГИТАР.
- Один из способов автоматизации работы на токарном станке — электронная гитара
- Что это такое, функционал
- Конструкция
- На Aduino
- Технические характеристики
- Плюсы и минусы
- Как правильно подключить?
- Подбор сменных зубчатых колес. Программа для подбора
- Программа для подбора сменных зубчатых колес
- ПОРЯДОК ПОЛЬЗОВАНИЯ ТАБЛИЦАМИ / ПРОГРАММОЙ
- ОПРЕДЕЛЕНИЕ ДОПУСТИМОЙ ПОГРЕШНОСТИ НАСТРОЙКИ
- Общее правило.
- Настройка цепи дифференциала при обработке винтовых изделий.
- Настройка цепи обкатки при обработке конических колес.
- Настройка при обработке винтовых изделий.
- Настройка с учетом деформации винтов после обработки.
- Настройка делительных цепей. Типичная формула настройки
- Настройка зубофрезерных станков при отсутствии требуемых множителей в числах зубьев сменных колес.
- МИНИМАЛЬНЫЕ КОМПЛЕКТЫ СМЕННЫХ КОЛЕС
§ 3. МЕТОДЫ ПОДБОРА СМЕННЫХ КОЛЕС ГИТАР.
(рис. 2) называется устройство, обеспечивающее правильное сцепление сменных зубчатых колес.
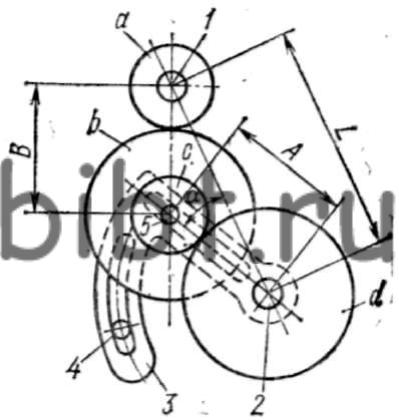
Рис. 2. Схема двухпарной гитары
Расстояние L между ведущим 1 и ведомым 2 валами является неизменным. На ведомом валу свободно установлен приклон гитары 3, закрепленный болтом 4. Ось 5 промежуточных колес b,с можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес с и d. Дуговой паз позволяет регулировать размер В. Чтобы подобранные сменные зубчатые колеса не упирались во втулки валов 1, 2, необходимо соблюдать условия их сцепляемости:
При подборе колес необходимо учитывать и допускаемые пределы передаточных отношений пар сменных колес 1/5 с+(15-:-20) или 60+70>40+15;
c+d>b+(15-:-20) или 40+80>70+15.
Способ замены часто встречающихся чисел приближенными дробями заключается в том, что часто встречающиеся при нарезании дюймовых резьб, червяков и в других случаях числа π и 25,4 (числовое значение дюйма) заменяют приближенными значениями, удобными для подбора сменных колес, например:
1» ≈ 25,4 мм =127/5 мм; π≈22/7≈(19*21)/127 и т.д.
Полученная при этом погрешность не должна превышать заданной по условию. Абсолютная погрешность наладки
относительная погрешность наладки

где i см — заданное передаточное отношение; i’ см — полученное передаточное отношение сменных колес.
Способ подбора сменных колес на логарифмической линейке наименее точен. Край движка логарифмической линейки устанавливают против числа, соответствующего передаточному отношению гитары сменных колес. Передвижением бегунка находят риски, совпадающие на движке и на линейке. По полученным новым целым числам, которые дают при делении те же значения частного, подбирают числа зубьев сменных зубчатых колес:

 и т. д.
и т. д.
Выбирают наиболее точные и удобные значения i’ см для подбора колес:
 . Затем подсчитывают абсолютную погрешность ∆i= 0,818 — 0,817 = 0,001; относительную погрешность δ=0,001/0,817=0,0012239.
. Затем подсчитывают абсолютную погрешность ∆i= 0,818 — 0,817 = 0,001; относительную погрешность δ=0,001/0,817=0,0012239.
Способ подбора сменных колес по таблицам очень точен, но его следует применять лишь в тех случаях, когда нельзя подобрать колеса методом разложения на сомножители. Наиболее быстрый подбор сменных колес можно выполнить по таблицам, приведенным в работе [22].
Источник
Один из способов автоматизации работы на токарном станке — электронная гитара
Электронная гитара для токарного станка представляет собой узел, который направлен на уменьшение или увеличение скорости вращения или подачи. Обеспечивают возможность смены частоты вращения дополнительные зубчатые колеса, их может быть несколько пар (от 1 до 3).

Что это такое, функционал
Заводские токарные станки обычно довольно тяжело настраиваются для смены шага. Изменение подачи и нарезания резьбы получается выполнить только с помощью сменных шестерен. Задача требует большого количества времени — от получаса для замены и настройки деталей.
Блок для «электронных шестерен» позволяет:
- менять направление нарезки;
- изготавливать резьбу, шаг которой легко регулируется;
- использовать синхронную и асинхронную подачу;
- получать левую резьбу;
- наглядно видеть угол наклона шпинделя (выполняет функцию делительной головки).
Конструкция
Электрогитары для станков состоят из:
- Сменных зубчатых колес (2–6 штук). Гитары с одной парой шестеренок встраиваются в цепи, работа которых не связана с точной настройкой. Две и три пары используют, когда необходима точная настройка кинематической цепи. Токарно-винторезные станки оборудуют набором колес, число присутствующих зубьев кратно 5. Обычно данный класс оборудования оснащен комплектом таких шестеренок, их количество составляет 22 штуки.
- Двух осей, на которые крепятся шестерни. Оси служат для вращения зубчатых колес.
- Шпинделя (или шпинделей), выполняющего функцию закрепления инструмента (сверла, развертки и др.).
- Энкодера, закрепляемого на шпинделе и измеряющего его вращение. Данную деталь можно достать из старого струйного принтера. Доставать лучше сразу с датчиком, его затем рекомендуется вставить в корпус из оргстекла.
- Блока управления, отвечающего за формирование сигналов.
- Кабелей.
Вращение, которое производит первая шестерня, сидящая на выходном валу передней бабки, передается на последующие зубчатые колеса, откуда импульс переходит на входной вал коробки подач.
На Aduino
Технические характеристики
- синхронная подача: 0.01-0.25 мм/об;
- асинхронная подача: 5–132 мм/мин;
- произвольность шага: 0.001-4.500 мм;
- точность угла поворота шпинделя — 0,05 градуса;
- делитель шпинделя, с шагом в 0.1 градус, калькулятор деления;
- наличие программных упоров (можно сохранить понравившиеся параметры для последующей работы);
- ускоренная подача;
- автоматическое нарезание резьбы;
- многопроходный цикл точение/торцевание;
- перемещение в масштабе с помощью РГИ.
Плюсы и минусы
Среди достоинств устройства следует выделить:
- Возможность более точной автоматизации производства. Человек здесь нужен только для проверки инструментов, их накладки, а также для установки и снятия заготовок. Таким образом, один мастер может работать сразу на нескольких токарных станках.
- Повышение производственной гибкости. При необходимости изготовления иной детали нужно всего лишь подкорректировать программу.
- Высокая точность работы станка, а также повторяемость обработки деталей. Благодаря этому токарный станок будет обрабатывать детали нужное количество раз и его производительность при этом не будет страдать в отличие от мастера, который устает в процессе работы.
- Возможность расчета времени обработки заготовок, т. к. на каждую отведено определенное количество времени. Это помогает планировать производство более регламентировано.
- Доступная стоимость деталей для сборки.

К недостаткам электронной гитары для токарного станка можно отнести:
- довольно высокую стоимость при покупке данного оборудования. Гораздо бюджетнее собрать приспособление самостоятельно. Однако и самостоятельная сборка, установка и настройка довольно непростой процесс. Новый станок с ЧПУ обойдется мастеру не менее, чем в 2 000 000 рублей.
- Сложность в подборе редуктора. Некоторые из-за высокочастотной подачи разгоняют станок так, что тот выходит за пределы номинала. Усилие также может превышать требуемое, поэтому рекомендуется учитывать работу используемого редуктора и других составляющих, они несомненно повлияют на качество работы.
- Если разрешение энкодера малое, есть вероятность возникновения проблем при работе с резьбой, шаг которой больше 10 мм.
Как правильно подключить?
План подключения электрической гитары, следующий:
- Перед началом подключения следует установить энкодер на шпиндель. Корпус устройства крепят к передней бабке (ПБ) латунными втулками (8 мм), энкодер крепят на втулке, которая поджимает задний подшипник шпинделя.
- Датчик удобно закрепить на шпинделе вместо шестеренки, а корпус датчика — на ПБ токарного станка.
- На вал подачи крепим шаговый двигатель. При желании можно убрать детали, предназначенные для крепления шестеренок.
- Для защиты электроники от летящей стружки прячем ее в кофр из оргстекла. Плату рекомендуется оборудовать USB разъемом, его удобно использовать для подключения датчика, а также кабелем, через него к электрогитаре можно подсоединить клавиатуру и кнопки. Макетная плата Ардуино легко позволяет включить все необходимые составляющие.
- На основании платы закрепляем отдельный выключатель питания и разъем, благодаря которому удастся подключить блок питания драйвера.
- Блок питания (для питания Ардуино хватит механизма на 12 вольт) устанавливается под блок управления. От него будут получать электроэнергию и вентиляторы, если они будут установлены.
- Управление можно облегчить, изготовив раздельную индикацию и кнопки.

Настройка электронной гитары:
- Для начала следует выполнить фазировку энкодера так, чтобы в момент прямого вращения шпинделя (на себя) угол увеличивался. В случае уменьшения угла следует поменять выходы А и В в энкодере местами.
- Далее, необходимо настроить количество рисок энкодера и подач.
- Вывести минимальные биения посадочного фланца.
- Выполнить настройку количества резьбы.
Электронная гитара для токарного станка довольно удобный инструмент для мастеров, которые ценят свое время и хотят добиться высокого качества и производительности труда. При грамотном подходе к сборке данного устройства удастся добиться превосходного эффекта в автоматизации производства.
Источник
Подбор сменных зубчатых колес. Программа для подбора
Программа для подбора сменных зубчатых колес
ПОРЯДОК ПОЛЬЗОВАНИЯ ТАБЛИЦАМИ / ПРОГРАММОЙ
Для подбора сменных колес искомое передаточное отношение выражается в виде десятичной дроби с числом знаков соответственно требуемой точности. В «Основных таблицах» для подбора зубчатых колес (стр. 16—400) находим колонку с заголовком, содержащим первые три цифры передаточного отношения; по остальным цифрам находим строку, на которой указаны числа зубьев ведущих и ведомых колес.
Требуется подобрать сменные колеса гитары для передаточного отношения 0,2475586. Сначала находим колонку с заголовком 0,247—0000, а под ним ближайшее значение к последующим десятичным знакам искомого передаточного отношения (5586). В таблице находим число 5595, соответствующее набору сменных колес (23*43) : (47*85). Окончательно получаем:
i = (23*43)/(47*85) = 0,2475595. (1)
Относительная погрешность сравнительно с заданным передаточным отношением :
δ = (0,2475595 — 0,2475586) : 0,247 = 0,0000037.
Строго подчеркиваем: во избежание влияния возможной опечатки нужно обязательно проверить полученное соотношение (1) на калькуляторе. В тех случаях, когда передаточное отношение больше единицы, необходимо выразить его обратную величину в виде десятичной дроби, по найденному значению в таблицах отыскать числа зубьев ведущих и ведомых сменных колес и поменять ведущие и ведомые колеса местами.
Требуется подобрать сменные колеса гитары для передаточного отношения i = 1,602225. Находим обратную величину 1:i = 0,6241327. В таблицах для ближайшего значения 0,6241218 находим набор сменных колес: (41*65) : (61*70). Учитывая, что решение найдено для обратной величины передаточного отношения, меняем местами ведущие и ведомые колеса:
i = (61*70)/(41*65) = 1,602251
Относительная погрешность подбора
δ = (1,602251 — 1,602225) : 1,602 = 0,000016.
Обычно требуется подбирать колеса для передаточных отношений, выраженных с точностью до шестого, пятого, а в отдельных случаях и до четвертого десятичного знака. Тогда семизначные числа, приведенные в таблицах, можно округлять с точностью до соответствующего десятичного знака. Если имеющийся комплект колес отличается от нормального (см. стр. 15), то, например, при настройке цепей дифференциала или обкатки можно выбрать подходящую комбинацию из ряда соседних значений с погрешностью, удовлетворяющей условиям, изложенным на стр. 7—9. При этом некоторые числа зубьев можно заменять. Так, если число зубьев комплекта не свыше 80, то
(58*65)/(59*95) = (58*13)/(59*19) = (58*52)/(59*76)
«пятковую» комбинацию предварительно преобразуют так:
а затем, по полученным множителям подбирают числа зубьев.
ОПРЕДЕЛЕНИЕ ДОПУСТИМОЙ ПОГРЕШНОСТИ НАСТРОЙКИ
Очень важно различать абсолютную и относительную погрешности настройки. Абсолютной погрешностью называют разность между полученным и требуемым передаточными отношениями. Например, требуется иметь передаточное число i = 0,62546, а получено i = 0,62542; абсолютная погрешность будет 0,00004. Относительной погрешностью называют отношение абсолютной погрешности к требуемому передаточному числу. В нашем случае относительная погрешность
δ = 0.00004/0,62546 = 0,000065
Следует подчеркнуть необходимость суждения о точности настройки по относительной погрешности.
Общее правило.
Если какая-либо величина А, получаемая настройкой через данную кинематическую цепь, пропорциональна передаточному отношению i, то при относительной погрешности настройки δ абсолютная погрешность будет Аδ.
Например, если относительная погрешность передаточного отношения δ =0,0001, то при нарезании винта с шагом t отклонение в шаге, зависящее от настройки, будет 0,0001 * t. Та же относительная погрешность при настройке дифференциала зубофрезерного станка даст дополнительное вращение заготовки не на требуемую дугу L, а на дугу с отклонением 0,0001 * L.
Если указан допуск на изделие, то абсолютное отклонение размера вследствие неточности настройки должно составлять только некоторую долю этого допуска. В случае более сложной зависимости какой-либо величины от передаточного отношения полезно прибегать к замене фактических отклонений их дифференциалами.
Настройка цепи дифференциала при обработке винтовых изделий.
Типичной является следующая формула:
где с — постоянная цепи;
β — угол наклона винтовой линии;
n — число заходов фрезы.
Продифференцировав обе части равенства, получим абсолютную погрешность di передаточного отношения
тогда допустимая относительная погрешность настройки
Если допустимое отклонение угла винтовой линии dβ выразить не в радианах, а в минутах, то получим
Например, если угол наклона винтовой линии изделия β = 18°, а допустимое отклонение в направлении зуба dβ = 4″ = 0′,067, то допустимая относительная погрешность настройки
δ = 0,067/3440*tg18 = 0,00006
Наоборот, зная относительную погрешность взятого передаточного отношения, можно по формуле (3) определить допущенную погрешность в угле винтовой линии в минутах. При установлении допустимой относительной погрешности можно в подобных случаях пользоваться тригонометрическими таблицами. Так, в формуле (2) передаточное отношение пропорционально sin β. По тригонометрическим таблицам для взятого числового примера видно, что sin 18° = 0,30902, а разность синусов на 1′ составляет 0,00028. Следовательно, относительная погрешность на 1′ составляет 0,00028 : 0,30902 = 0,0009. Допустимое отклонение винтовой линии — 0,067, поэтому допустимая погрешность передаточного отношения 0,0009*0,067 = 0,00006, такая же, как и при расчете по формуле (3). Когда оба сопряженных колеса нарезаются на одном станке и по одной настройке цепи дифференциала, то погрешности в направлении линий зубьев допускаются значительно большие, так как у обоих колес отклонения одинаковы и незначительно влияют только на боковой зазор при зацеплении сопряженных колес.
Настройка цепи обкатки при обработке конических колес.
В этом случае формулы настройки выглядят так:
i = p*sinφ/z*cosу или i = z/p*sinφ
где z — число зубьев заготовки;
р — постоянная цепи обкатки;
φ — угол начального конуса;
у — угол ножки зуба.
Пропорциональным передаточному отношению оказывается радиус основной окружности. Исходя из этого, можно установить допустимую относительную погрешность настройки
где α — угол зацепления;
Δα — допустимое отклонение угла зацепления в минутах.
Настройка при обработке винтовых изделий.
δ = Δt/t или δ = ΔL/1000
где Δt — отклонение в шаге винта за счет настройки;
ΔL — накопленная погрешность в мм на 1000 мм длины резьбы.
Величина Δt дает абсолютную ошибку шага, а величина ΔL характеризует по существу относительную погрешность.
Настройка с учетом деформации винтов после обработки.
При нарезании метчиков с учетом усадки стали после последующей термической обработки или с учетом деформации винта вследствие нагревания при механической обработке, процент усадки или расширения непосредственно указывает на необходимое относительное отклонение в передаточном отношении сравнительно с тем, какое получилось бы без учета этих факторов. В этом случае относительное отклонение передаточного отношения в плюс или минус является уже не ошибкой, а преднамеренным отклонением.
Настройка делительных цепей. Типичная формула настройки
где р — постоянная;
z — число зубьев или других делений на один оборот заготовки.
Нормальный комплект из 35 колес обеспечивает абсолютно точную настройку до 100 делений, так как в числах зубьев колес содержатся все простые множители до 100. В такой настройке погрешность вообще недопустима, так как она равна:
где Δl — отклонение линии зуба на ширине заготовки В в мм;
пD — длина начальной окружности или соответствующей другой окружности изделия в мм;
s — подача вдоль оси заготовки на один ее оборот в мм.
Только в грубых случаях эта погрешность может не играть роли.
Настройка зубофрезерных станков при отсутствии требуемых множителей в числах зубьев сменных колес.
В таких случаях (например, при z = 127) можно настроить гитару деления приближенно на дробное число зубьев, а необходимую поправку произвести, используя дифференциал [5]. Обычно формулы настройки гитар деления, подач и дифференциала выглядят так:
x = pa/z ; y = ks ; φ = c*sinβ/ma
Здесь р, k, с — соответственно постоянные коэффициенты этих цепей; а — число заходов фрезы (обычно а = 1).
Настраиваем указанные гитары согласно формулам
x = paA/Az+-1 ; y = ks ; φ’ = пc/asA
где z — число зубьев обрабатываемого колеса;
А — произвольное целое число, выбираемое так, чтобы числитель и знаменатель передаточного отношения разлагались на множители, подходящие для подбора сменных колес.
Знак (+) или (—) также выбирается произвольно, что облегчает разложение на множители. При работе правой фрезой, если выбран знак (+), промежуточные колеса на гитарах ставятся так, как это делают согласно руководству по работе на данном станке для правовинтовой заготовки; если выбран знак (—), промежуточные колеса ставят, как для левовинтовой заготовки; при работе левой фрезой — наоборот.
Желательно выбирать А в пределах
(1/2)*(пc/as) b+(20. 25); b + d > с+(20. 25) (11)
Эти условия ставятся для предотвращения упора сменных колес в соответствующие валы или детали крепления; числовое слагаемое зависит от конструкции данной гитары. Однако вторая из комбинаций (10) может быть принята только в том случае, когда колесо Z2 устанавливается на первом ведущем валу и если передача z2/z3 замедляющая или не содержит большого ускорения. Желательно, чтобы z2/z3 1) желательно так разбивать i = i1i2 чтобы сомножители были возможно более близкими один к другому и равномернее распределялось повышение скорости. При этом лучше, если i1 > i2
МИНИМАЛЬНЫЕ КОМПЛЕКТЫ СМЕННЫХ КОЛЕС
Состав комплектов сменных колес в зависимости от области применения приведен в табл. 2. В случае особо точных настроек — см. стр. 403.
Числа зубьев минимальных комплектов сменных колес для различных случаев настроек
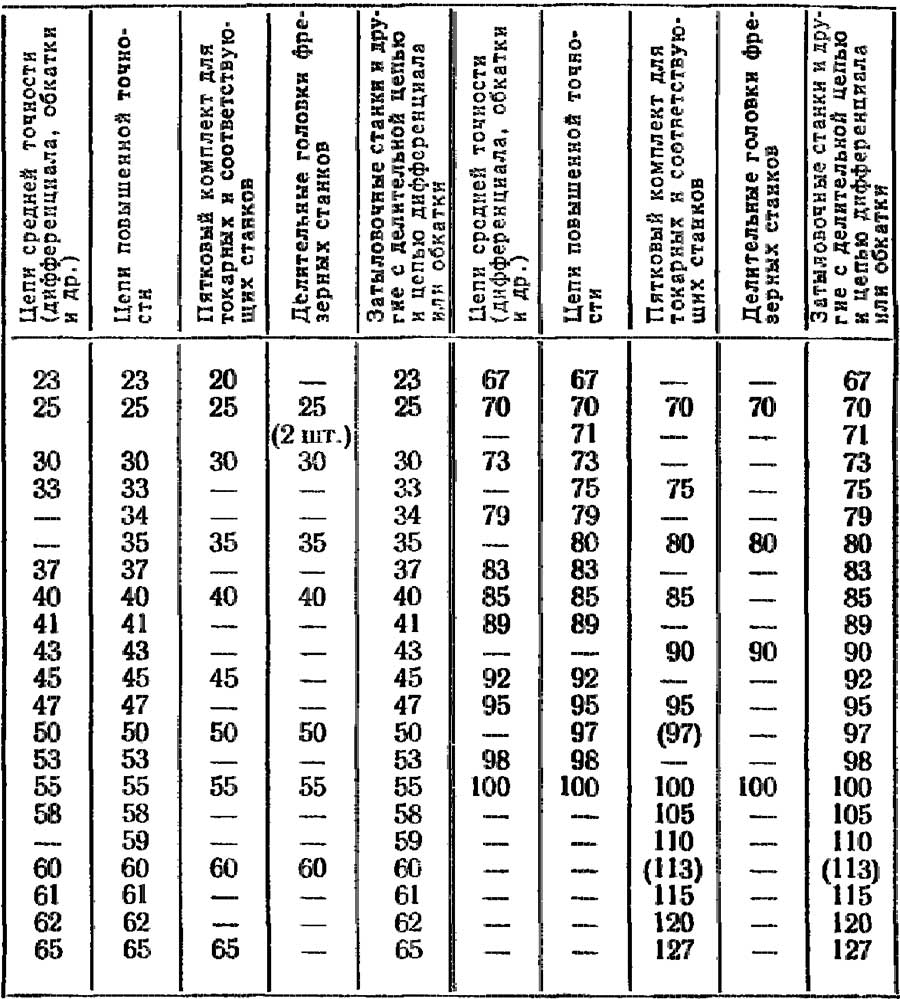
Для настройки делительных головок можно использовать таблицы, прилагаемые заводом. Сложнее, но можно выбирать подходящие пятковые комбинации из приводимых в данной книге «Основных таблиц для подбора зубчатых колес».
Источник