- 5310 Станок зубофрезерный вертикальный схемы, описание, характеристики
- Сведения о производителе вертикального зубофрезерного станка 5310
- Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
- 5310 Станок вертикальный зубофрезерный универсальный. Назначение и область применения
- Конструкция зубофрезерного станка 5310
- Общий вид и общее устройство зубофрезерного станка 5310
- Расположение составных частей зубофрезерного станка 5310
- Расположение органов управления зубофрезерным станком 5310
- Перечень органов управления зубофрезерным 5310
- Схема кинематическая зубофрезерного станка 5310
- Описание кинематической схемы зубофрезерного станка 5310
- Наладка станка на обработку цилиндрических зубчатых колес с прямым зубом
- 5310 Станок зубофрезерный вертикальный. Видеоролик.
- Технические характеристики зубофрезерного станка 5310
- Список литературы по зубообработке
5310 Станок зубофрезерный вертикальный
схемы, описание, характеристики

Сведения о производителе вертикального зубофрезерного станка 5310
Производитель вертикального зубофрезерного станка 5310 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец, СЗК
5310 Станок вертикальный зубофрезерный универсальный. Назначение и область применения
Начало производство станка 5310 — 1957 год. За основу была взята одна из моделей зубофрезерного станка немецкой фирмы Пфаутер (Pfauter).
Универсальный зубофрезерный станок 5310 предназначен для нарезания (фрезерования) цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки (огибания) червячной фрезы и обрабатываемой заготовки попутным или встречным методами фрезерования. Станок работает по замкнутомуическому циклу и по циклу наладки.
Нарезание зубчатых колес производится по способу обкатки червячной фрезой. Кроме того, на станке могут обрабатываться другие детали, получаемые методом обкатки.
Червячные колеса могут нарезаться как при радиальной подаче заготовки, так и при осевой подаче фрезы. В последуем случае необходим протяжной суппорт, который поставляется со станком по специальном у заказу и за особую плату.
Станок 5310 рассчитан на работу червячными фрезами из быстрорежущей стали.
Конструкция зубофрезерного станка 5310
Общая компоновка станка 5310. Станок имеет вертикальную компоновку (ось изделия располагается вертикально). Неподвижная суппортная стойка находится с левой стороны, а перемещаемый по горизонтальным направляющим станины стол — с правой.
Суппорт вместе с салазками перемещается по вертикальным направляющим стойки. Для возможности попутного фрезерования вес суппорта с салазками уравновешивается гидроцилиндром. Контрподдержка изделия перемещается гидроцилиндром по вертикальным направляющим задней стойки.
Все управление станком сосредоточено на его лицевой стороне.
При обработке цилиндрических колес работа может производиться методом «встречного» (вертикальная подача фрезы сверху вниз) и «попутного» (вертикальная подача фрезы снизу вверх) фрезерования.
При «попутном» методе фрезерования допускается увеличение скорости резания на 20—25% по сравнению со «встречным» методом. При этом повышается чистота поверхности зубьев. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки,
Во время работы станка осуществляется одновременно вращательное движение червячной фрезы (движение резания) и вертикальное ее перемещение (движение подачи).
Заготовка, закрепленная на оправке или подставке, установленной на столе станка, вращается во время работы согласованно.
Зубчатые колеса можно нарезать на станке за один или несколько заходов, для чего предусмотрены предварительный останов станка и легко переключаемые коробки подач и скоростей, изменяя соответствующим образом установку глубины резания. Второй проход начинается после изменения режимов (в случае необходимости) и включения кнопки «Цикл».
Станок 5310 имеет механизмы для автоматического останова в конце резания и для быстрой подачи салазок суппорта и стола, необходимой при наладке, а также для быстрого перемещения фрезы в исходное положение.
При чистовом фрезеровании червячной фрезой достигается седьмая – восьмая степени точности зубчатого венца и шероховатость поверхностей зубьев по параметру Rа = 1,6 – 6,3 мкм.
Станок 5310 выполняется в соответствии с нормами точности по ГОСТ 659—53 и обеспечивает изготовление цилиндрических прямозубых и косозубых зубчатых колес 2-го класса точности по ГОСТ 1643—46* и червячиых колес 2-го масса точности по ГОСТ 3675-47.
Общий вид и общее устройство зубофрезерного станка 5310
Фото зубофрезерного станка 5310

Фото зубофрезерного станка 5310

Фото зубофрезерного станка 5310
Расположение составных частей зубофрезерного станка 5310
Расположение составных частей зубофрезерного станка 5310
Расположение органов управления зубофрезерным станком 5310
- Основание станины
- Салазки круглого рабочего стола
- Круглый рабочий стол с центральным конусом Морзе 4
- Оправка для установки заготовки колеса
- Стойка, несущая опорный кронштейн
- Рукоятка для зажима опорного кронштейна на стойке
- Балка, скрепляющая суппортную стойку и стойку опорного кронштейна
- Опорный кронштейн
- Шпиндель
- Фреза
- Поворотная часть суппорта
- Фрезерный суппорт
- Суппортная стойка
- Пульт управления станком
- Гитара подач (гитара обкатки)
- Пульт управления станком
- Гитара дифференциала
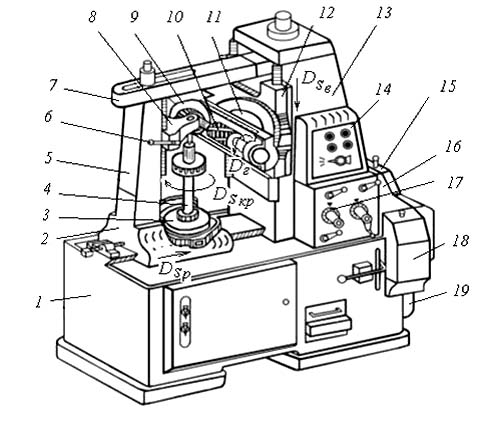
Станок имеет сборную станину, состоящую из основания 1 и вертикальной стойки 13. На горизонтальных направляющих станины размещены салазки 2, несущие на себе круглый вращающийся стол 3 и стойку 5 с опорным кронштейном 8. Заготовку устанавливают на оправке 4, нижний конец которой центрируют и закрепляют в отверстии стола 3, а верхний конец — в опорном кронштейне 8. Кронштейн крепится на стойке 5 рукояткой 6.
На вертикальных направляющих стойки 13 находится фрезерный суппорт 12 с поворотной частью 11, в которой смонтирован шпиндель 9. Фрезу 10 устанавливают на двухопорной оправке, закрепляемой в отверстии шпинделя и на подшипниковой опоре поворотной части 11. На передней стенке стойки 13 расположены пульты управления станком 14 и 17. Стойки 5 и 13 соединены сверху балкой 7, обеспечивающей станку повышенную жёсткость.
На внешних поверхностях станины установлены устройства, называемые гитарами сменных зубчатых колёс и служащие для наладки частоты вращения фрезы (гитара главного движения резания 19), скоростей вертикального перемещения суппорта и радиального перемещения салазок с заготовкой (гитара подач 16), частот вращения стола с заготовкой (гитара обкатки 15) и дополнительного вращения заготовки (гитара дифференциала 18).

Расположение органов управления зубофрезерным станком 5310
Перечень органов управления зубофрезерным 5310
- Рукоятка подключения станка к линии электропитания
- Рукоятка включения насоса охлаждения
- Упор автоматического выключения подачи стола
- Квадрат для ручного перемещения стола
- Квадрат для ручного перемещения салазок суппорта
- Рукоятка включения падающего червяка
- Рукоятка включения и выключения вертикальной подачи суппорта
- Рукоятка выключения подачи суппорта и стола при работе с подачей салазок протяжного суппорта
- Рукоятка выключения и включения рабочей подачи
- Упор автоматического выключения подач суппорта
- Пуск главного мотора
- Останов главного мотора
- Пуск быстрого хода суппорта вверх
- Пуск быстрого хода суппорта вниз
- Переключатель местного освещения
- Упоры для автоматического останова станка в крайних положениях суппорта
Схема кинематическая зубофрезерного станка 5310

Кинематическая схема зубофрезерного станка 5310
Описание кинематической схемы зубофрезерного станка 5310
Привод зубофрезерного станка модели 5310 имеет пять базовых кинематических цепей. Каждая кинематическая цепь состоит из последовательно соединённых механизмов, образующих кинематические пары и передающих движение от начального звена кинематической цепи к конечному звену.
Кинематическая цепь главного движения резания. Эта цепь обеспечивает вращение фрезы. Начальным звеном кинематической цепи является главный электродвигатель станка М1, конечным звеном — шпиндель (вал VII), на котором крепится фреза.
Через клиноременную передачу со шкивами диаметрами d1 = 90 мм и d2 = 180 мм, установленными неподвижно соответственно на валу электродвигателя М1 и валу I, вращение от вала электродвигателя подаётся на вал I. С вала I через цилиндрические зубчатые колёса с числами зубцов 30 и 50 вращение поступает на вал II, а.
Отсюда вращение передаётся через сменные зубчатые колёса А` и Б` или через механизм реверса 40/40 и сменные зубчатые колёса А и Б на вал III[2]. С вала III через расположенные на валах IV, V и VI три конические зубчатые передачи 24/24 (две передачи) и 17/17 с общим передаточным отношением равным 1, вращение передаётся на вал VI.
Далее через пару прямозубых цилиндрических колёс 20 – 60 вращение поступает на шпиндель станка VII и на фрезу.
Кинематическая цепь движения обкатки. Эта цепь служит для согласования частот вращения фрезы и заготовки по условию, представленному формулой (8.4). Начальным звеном цепи обкатки является шпиндель станка, конечным — стол, на оправке которого крепится заготовка.
В кинематической цепи главного движения резания механизмом наладки, обеспечивающим заданную скорость резания, является гитара скоростей, передаточное отношение iгс которой можно ступенчато варьировать путём подбора парных зубчатых колёс А и Б или А’ и Б’ (отношения чисел зубьев колёс А/Б и А’/Б’ равны). Такой подбор осуществляют на основе определения передаточного отношения iгс колёс из уравнения кинематического баланса (8.5) путем подстановки в уравнение рассчитанного по кинематической схеме значения i`цгд, частоты вращения вала двигателя и частоты вращения шпинделя (определённой по заданной скорости резания). Следующим действием является подбор таких колёс А и Б из прилагаемого к станку набора зубчатых колёс, чтобы выполнялось условие их сцепляемости: сумма чисел их зубьев (А + Б) должна быть равна 65.
В кинематической цепи обкатки механизмом, обеспечивающим установку требуемой частоты вращения заготовки, является гитара обкатки (передачи a/b и c/d). Передаточное отношение этой гитары iго можно ступенчато варьировать путём подбора (выбора числа зубьев) её сменных зубчатых колёс a, b, c, d в соответствии с уравнением
Кинематическая цепь движения вертикальной подачи фрезы. Эта цепь обеспечивает вертикальное перемещение суппорта и фрезы с заданным значением вертикальной подачи (Sв, мм/оборот заготовки). Начинается цепь со стола станка 3 (см. рис. 8.5), реализующего вращение заготовки, и заканчивается винтовой передачей, располагающейся в суппорте 11 и обеспечивающей преобразование вращения винта XIX в поступательное перемещение фрезерного суппорта.
Ускоренное вертикальное перемещение фрезерного суппорта для подвода инструмента к заготовке создаётся электродвигателем М2 при выключенной кулачковой муфте М3.
Кинематическая цепь движения радиальной подачи стола. Эта цепь обеспечивает радиальную подачу стола с заготовкой при нарезании червячных зубчатых колёс. Исходным звеном цепи является столс заготовкой, а конечным — винт XXIII радиального перемещения салазок со столом.
Скорость поступательного движения стола согласовывают с частотой его вращения (вращения заготовки) путём выбора радиальной подачи Sр (мм/оборот заготовки).
Наладка станка на обработку цилиндрических зубчатых колес с прямым зубом
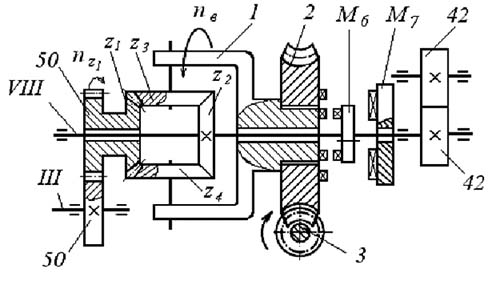
Устройство дифференциала зубофрезерного станка модели 5310
Механизм дифференциала (рис. 8.7) предназначен для суммирования на валу VIII, а в конечном итоге на столе с заготовкой, частот вращательных движений, обеспечиваемых кинематическими цепями обкатки и дополнительного вращения заготовки, что крайне важно при нарезании цилиндрических колёс с винтовыми зубьями.
Дифференциал состоит из четырёх конических зубчатых колёс z1, z2, z3, z4, водила 1, червячного колеса 2, червяка 3 и сменных кулачковых муфт М6 и М7. При нарезании прямозубых зубчатых венцов дифференциал «выключают», для чего сменную муфту М6 сдвигают влево, жёстко соединяя водило 1 с валом VIII. Муфта М7 с вала VIII при этом снимается. По этой причине вращение от вала III через зубчатую передачу 50/50 сообщается свободно сидящему на валу VIII колесу z1. С помощью муфты М6 вал VIII, водило 1, колесо z2 и колёса z3 и z4 (сателлиты) соединяются так, что они остаются неподвижными относительно друг друга и могут поворачиваться только как одно целое. Передаточное отношение механизма дифференциала в этом случае iд = 1.
При нарезании колёс с винтовыми зубьями вместо муфты М6 на вал VIII устанавливают кулачковую муфту М7. При её смещении влево червячное колесо 2 соединяется со ступицей водила I. По этой причине водило будет получать вращение nв от кинематической цепи дифференциала через вал 3, а колесо z2 и связанный с ним вал VIII будут вращаться с частотой nVIII = ± 2nв. Здесь знак «плюс» используют при разных, а знак «минус» — при одинаковых направлениях вращения водила и колеса z1.
Наладка станка на обработку цилиндрических зубчатых колес с прямым зубом производится в следующем порядке:
- установка и крепление заготовки;
- установка инструмента;
- настройка на скоростъ резания;
- настройка гитары деления и перебора;
- настройка гитары подач;
- установка высоты и глубины фрезерования
- установка упора для автоматического выключения подачи
- пуск станка в работу.
5310 Станок зубофрезерный вертикальный. Видеоролик.
Технические характеристики зубофрезерного станка 5310
| Наименование параметра | 5К310 | 5310 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса для стали, мм | 4 | 3 |
| Наибольший модуль нарезаемого колеса для чугуна, мм | 4 | 4 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 200 | 60..200 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 180 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 170 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±60 | ±60 |
| Наибольший диаметр червячных нарезаемых колес, мм | 60..180 | |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая ширина группы нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 150 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 20 | |
| Наименьшее число нарезаемых зубьев | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | 150 | |
| Стол | ||
| Диаметр стола, мм | 200 | 150 |
| Наибольшее перемещение отруки/ механически, мм | 130/ 130 | |
| Конус морзе | КМ4 | |
| Расстояние между осями стола и фрезы, мм | 45..180 | 30..160 |
| Расстояние от плоскости стола до оси фрезы, мм | 145..365 | 80..325 |
| Ускоренное перемещение стола, мм/мин | 130 | |
| Ручное перемещение стола на одно деление лимба, мм | 0,1 | |
| Перемещение упора остановки стола на одно деление лимба, мм | 0,02 | |
| Предохранение от перегрузок | есть | есть |
| Блокировка | есть | есть |
| Блокирующие упоры | есть | есть |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 220 | 245 |
| Ускоренное перемещение суппорта, мм/мин | 280 | 300 |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Диаметры фрезерных оправок, мм | 25 х 210 | |
| Наибольший угол поворота суппорта, град | ±60° | ±60° |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 10` | 6` |
| Конусное отверстие шпинделя | Морзе 4 | Морзе 3 |
| Наибольшее осевое перемещение фрезы, мм | 50 | 100 |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 0°, мм | 220 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 30°, мм | 170 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 45°, мм | 150 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 60°, мм | 30..105 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | нет | нет |
| Приспособление для быстрой установки суппорта под углом | нет | нет |
| Автоматическое включение обратного хода суппорта | нет | нет |
| Автоматическое выключение станка по окончании обработки изделия | есть | есть |
| Предохранение от перегрузок | есть | есть |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 63..400 | 63..318 |
| Число ступеней оборотов фрезы | 9 | 8 |
| Пределы продольных (вертикальных) подач фрезы на один оборот стола, мм/об | 0,63..4 | 0,25..4 |
| Пределы радиальных подач стола на один оборот стола, мм/об | 0,315..2 | 0,1..1 |
| Пределы тангенциальных подач, мм/об | ||
| Число ступеней продольных (вертикальных) подач | 9 | |
| Число ступеней радиальных подач | 9 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 3 |
| Электродвигатель главного привода, кВт | 4 | 1,7 |
| Электродвигатель ускоренного хода, кВт | 2 | 1 |
| Электродвигатель привода шагового движения, кВт | 0,27 | |
| Электродвигатель привода гидронасоса, кВт | 1,1 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 7,49 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2000 х 1300 х 2040 | 1562 х 923 х 1700 |
| Масса станка с электрооборудованием и охлаждением, кг | 4350 | 1550 |
Список литературы по зубообработке
Связанные ссылки. Дополнительная информация
Источник